
Для разветвления или проводки различных водных коммуникаций (систем отопления, канализации и водопровода) необходимо использовать специальные технологии. Пайка пластиковых труб может выполняться специалистами, но её также легко осуществить своими руками.
Инструменты для пайки
Чтобы соединить между собой отдельные части водопровода, необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб позволяет обеспечить диффузию молекул пластмассы, как результат получается прочное и герметичное соединение.

Эти работы проводятся при помощи специальных устройств – сварочного инвертора для пластиковых труб или пистолета:
- Сварочник считается более профессиональным аппаратом и в основном используется опытными сантехниками. Его цена на порядок выше стандартного бытового пистолета;
- Пистолет представляет собой своеобразный паяльник, который может точечно воздействовать на отдельные части пластиковых или металлопластиковых коммуникаций.
Аппараты для сварки можно классифицировать по мощности. Сейчас наибольшей популярностью пользуются универсальные модели на 1500–1600 Вт. Они удобны для бытового использования, кроме того в комплекте идет также комплект насадок для работы с различными типами трубопроводов.
Нужно отметить, что помимо специальных устройств также понадобятся дополнительные инструменты. В частности, это ножницы для резки водопроводных деталей. А также роликовый труборез, который позволяет обеспечить максимально ровный и гладкий срез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами понадобится инструмент для зачистки – шлифовщик. Он выровняет кромку среза, на которой часто после обрезки нужного участка остаются небольшие неровности. Если проигнорировать этот процесс, то соединение может получиться недостаточно прочным и герметичным, что повлияет на работу всей канализационной системы.
Если требуется пайка труб из пластика большого диаметра – от 110 мм, то применяется электрическая муфта. Она насаживается на соединение и нагревает место стыка. В процессе главную роль играет центрирование отдельных участков коммуникаций, т. к. проконтролировать процесс во время сварки практически невозможно. Для работы с таким устройством применяется специальным центрирующий станок, который позволяет выровнять поверхность среза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и пистолетов для пайки, в большинстве случаев требуется немного большие показатели – свыше 1500 Ватт.
Также часто в домашних условиях используется холодная пайка. Технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Главным достоинством способа является простота. Такая сварка легко производится даже без опыта, кроме того не требуется закупка дополнительных аппаратов. Но вместе с этим такая спайка считается недолговечной, т. е. это скорее, срочные меры, нежели вариант постоянного соединения труб.

Купить инструмент для пайки пластиковых труб можно практически в любом сантехническом магазине, в среднем он стоит от 800 рублей до нескольких десятков тысяч. К примеру, в Севастополе стоимость WESTER DWM 1000B варьируется в пределах от 1800 рублей до 2000.Цена зависит от заявленной мощности аппарата, марки и его назначения.
Видео: как правильно паять пластиковые трубы
Инструкция по пайке
Самостоятельная сварка пластиковых трубопроводов производится при использовании проекта канализации и в соответствии с ГОСТами. Для каждого материала пайка производится в соответствии с определенной температурой, таблица ниже поможет подобрать нужные значения:
| Диаметр, мм | Нагрев, секунды | Сварка, секунды | Охлаждение, секунды |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Пошаговая инструкция, как произвести пайку пластиковых труб систем отопления или соединить водопровод:
- На сварочный прибор нужно установить специальные насадки, к примеру, фитинги для труб 25 мм. При помощи таблицы определяется время их нагрева, температура согласно нормам находится на отметке 260 градусов. Это оптимальный параметр для пайки обычных пластиковых и армированных труб;
- После подготавливаются прочие сантехнические инструменты. Перед произведением резки обязательно проверьте, чтобы резак был наточен. Для небольших диаметров срез рекомендуется делать не под прямым углом, а под 45 градусами;
Фото – паяльный комплект </p>
- Теперь нужно отмерять размер фитинга на трубе и учесть зазор в 1 мм. Он должен присутствовать при присоединении. Отметьте его на коммуникации. Это очень важно, т. к. фитинг нельзя задвигать до упора, после нагрева пластик немного расшириться;
- На предварительно нагретую насадку нужно насадить фитинг, после в другое отверстие соединяющей детали нужно вставить трубу. Далее, нагревается пистолет и насадка снова прогревается по всей длине;
Фото – нагрев элементов </p>
- Осталось аккуратно снять нагретые детали и соединить их. В результате выйдет прочное и герметичное крепление с фитингом;
- Следующий этап пайки труб включает в себя повторный нагрев паяльника, но только теперь на насадку надевается отрезок с фитингом, а в другое отверстие вставляется свободная часть коммуникации;
- После нагрева операция повторяется: детали снимаются с насадки и соединятся.
Когда работы окончены нужно подождать указанное время для охлаждения соединения, некоторые мастера также для ускорения процесса пользуются феном.
Иногда нагревательный утюг использовать нельзя и требуется применение электромуфт. Их принцип действия очень похож с описанным выше, главное различие в том, что для такой пайки труб нагревается полностью весь аппарат, а не отдельные его насадки.
Перед началом сварки нужно обязательно обезжирить отрезки, а также очистить их от пыли и грязи. Для этого протрите фитинг и муфту спиртом внутри, а трубу – снаружи. Пайка производится также, как сказано ранее.
Рекомендации сантехника:
- Не оказывайте слишком большое давление при соединении трубы с фитингом. После пайки пластик становится более податливым, из-за чего при чрезмерном надавливании внутри трубы могут появиться морщинки;
- Не допускайте того, чтобы фитинг свободно ходил по трубе;
- Строго следите за временем нагрева и температурой. Если Вы превысите или, наоборот, сократите эти показатели, то крепление получится непрочным;
- Работая дома с трубами воды или канализации, оставляйте на месте крепления зазор не больше 1 мм, в противном случае на этом участке будут протечки.
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.
Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.
Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.
Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.
При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.
Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.
Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
<index>
В данном обзоре автор показывает процесс изготовления самодельной приспособы, с помощью которой можно паять полипропиленовые трубы, если под рукой нет заводского паяльника или нет электричества.
Первым делом потребуется отрезать кусок шпильки подходящей длины, нагреть горелкой и загнуть оба конца: один в виде буквы «Г», а второй — в форме кольца.
Если вы будете использовать металлический пруток, то на Г-образном конце нужно нарезать резьбу, чтобы накрутить хомут.
Основные этапы работ
На следующем этапе необходимо будет немного доработать хомут (выровнять края молотком), и потом накручиваем его на шпильку.


К другому концу шпильки автор крепит заводскую насадку для пайки полипропиленовых труб. Затягиваем ее болтом.
Далее надеваем получившуюся деталь на носик газовой горелки, и надежно фиксируем ее металлическим хомутом.
Конечно, данная самоделка далека от совершенства. Во-первых, она довольно опасная, так как имеется источник открытого огня.
Во-вторых, не предусмотрена её надежная фиксация, нет подставки. И это тоже может доставить определенные неудобства в процессе работы.
Но как вариант, когда в доме нет электричества, а нужно срочно сделать ремонт, ее можно использовать. Конечно же, соблюдая все меры предосторожности.
Подробно о том, как своими руками сделать приспособу для пайки полипропиленовых труб, можно посмотреть на видео.
[Голосов: 342 Средняя оценка: 4.3]</index>Вас заинтересуетВ последние годы полиэтиленовые (ПЭ) трубы активно завоевывают позиции на рынке водопроводных и газовых труб, становясь де-факто стандартом как для создания новых, так и для ремонта и модернизации уже существующих трубопроводов. Самым распространенным способом монтажа ПЭ труб является их сварка с применением специализированной техники. От надежности соединения труб в итоге зависит долговечность газо- или водопровода в целом, поэтому выбор аппарата для сварки полиэтиленовых труб – важная задача, которой следует уделить особое внимание.
Особенности
Выбирая аппарат для сварки труб из ПЭ, нужно четко представлять себе, какие именно работы будут производиться с его помощью. Особенности желаемого оборудования во многом будут зависеть от способа сварки, которым вы планируете пользоваться чаще всего.
Существуют четыре основных метода пайки полиэтиленовых изделий.
- Стыковая сварка – этот метод является наиболее распространенным, а в его основе лежит соединение нагретых торцов труб друг с другом или с фитингами при помощи специального сварочного зеркала. Соединение встык позволяет получать довольно качественное соединение при приемлемой цене оборудования, но метод не подходит для соединения изделий с толщиной стенок меньше 4,5 мм. Применение стыковой сварки требует тщательной очистки соединяемых поверхностей, максимальной точности торцевания изделий и приложения правильного давления на трубы в процессе их соединения.
- Стыковка труб в раструб (или муфтовый способ) – надежный, но менее распространенный и более дорогой метод, основанный на соединении изделий через специальную муфту. Возможны и варианты соединения между собой напрямую двух труб различного диаметра. Данный метод не применяют для прокладки трубопроводов, находящихся вне помещений.



- Электромуфтовая (или терморезисторная) сварка труб – этот способ похож на стыковку в раструб, но применяемая в нем муфта содержит металлический нагревательный элемент, что способствует более равномерному нагреву соединяемых изделий и электромуфты. На каждой электромуфте нанесен специальный штрихкод, в котором зашифрованы необходимые для этой муфты параметры электрического тока, поэтому аппараты такого типа нередко оснащают сканером штрихкодов. Терморезисторный способ еще надежней (и дороже), чем муфтовый, поэтому применяется в основном в случаях, когда нужно обеспечить очень устойчивое соединение (например, при проведении трубопроводов в районах частых землетрясений). Этот метод используют для соединения труб диаметром от 20 мм с любой толщиной стенки, а требования к точности выдержки технологических параметров в нем значительно ниже, чем при пайке встык.
- Экструзионная сварка – метод, подобный электросварке, при применении которого через специальный экструдер в область сварки подается нагретый полиэтилен, формирующий соединение между трубами. Прочность полученного соединения обычно не превышает 80% прочности полиэтилена, поэтому экструзионный метод обычно применяют в основном для соединения труб с другими пластиковыми изделиями и монтажа труб диаметром от 630 мм в местах, которые скорее всего не будут подвергаться высоким нагрузкам.


Виды
Все устройства для сварки полиэтилена состоят из четырех основных модулей – генератора (обычно работающего по принципу инвертора с трансформатором или импульсным источником питания), модуля контроля мощности, модуля регулировки температуры и технологического узла, в котором и осуществляется сам процесс соединения. Каждый из четырех рассмотренных выше методов сварки производится с помощью соответствующего инструмента.
Существующие для каждого из 4 способов машины можно разделить еще на 3 категории по степени автоматизации.
- Ручные аппараты – обычно они самые дешевые (простейший паяльник для ручной стыковой сварки стоит от трех тысяч рублей), но и вероятность ошибки при пайке у них выше, так как они очень зависимы от человеческого фактора. Такие аппараты применяются только для соединения ПЭ труб малого диаметра, чаще всего в бытовых условиях. Обычно ручными бывают устройства для стыковой и муфтовой сварки, хотя существуют и ручные экструдеры. Терморезисторная сварка с помощью ручного аппарата практически неосуществима из-за необходимости установления определенного режима тока для каждой электромуфты.



- Аппараты полуавтоматической сварки – такие устройства надежнее и дороже ручных, а роль оператора в них сводится к вводу всех требуемых характеристик сварки (среди которых толщина стенок и диаметр трубы, температура процесса сварки, время нагрева, приложения давления и охлаждения) в панель управления и контролю процесса. Полуавтоматические агрегаты изготавливаются для всех четырех видов пайки, особенно распространены полуавтоматические устройства для электромуфтовой сварки.



- Автоматические станки – в таких устройствах оператор только вводит в компьютер основные параметры свариваемых труб (материал и размеры), а все необходимые характеристики компьютер рассчитывает сам с помощью специализированного ПО и передает автомату, который и осуществляет все последующие технологические операции самостоятельно. Человеку остается только правильно ввести данные и следить за тем, чтобы у автомата было достаточно расходных материалов. Цены на такие установки находятся в диапазоне от нескольких сотен тысяч до миллиона рублей, а применяются они для сварки труб любых диаметров и позволяют обеспечить наилучшее качество полученного соединения.
Полуавтоматические аппараты разделяются по типу используемого привода на механические и гидравлические. В устройствах с механическим приводом усилие, необходимое для центровки и удержания труб в процессе сварки, создается с помощью оператора, поэтому применяют их только при работе с трубами диаметром менее 160 мм. Гидравлический привод не требует приложения силы от оператора и применяется для сварки изделий любого диаметра, в том числе и больше 160 мм.
Автоматические станки сварки ПЭ труб оснащаются исключительно гидравлическим приводом.


Еще одной важной характеристикой сварочного аппарата является диаметр труб, которые он может соединять, ведь стандартные типоразмеры ПЭ труб находятся в диапазоне от 16 до 1600 мм. Например, для проведения водопровода в квартирах обычно применяют трубы диаметром от 20 до 32 мм, а вот для монтажа магистральных трубопроводов уже может понадобиться аппарат, способный паять трубы диаметром 90/315 мм и более.
Наибольшей популярностью в настоящее время пользуются аппараты фирмGeorg Fischer (Швейцария), Rothenberger (Германия), Advance Welding (Великобритания), Eurostandard, Technodue и Ritmo (Италия), Dytron (Чехия), KamiTech и Nowatech (Польша). Существуют и российские производители устройств для сварки полиэтилена, например, завод «Волжанин», выпускающий оборудование для пайки встык изделий диаметром от 40 до 1600 мм и электромуфтовые аппараты, способные соединять трубы диаметром до 1200 мм.



Как выбрать?
Выбирая сварочное оборудование, в первую очередь нужно четко представлять планируемые объемы и условия работ.
- Огромный и дорогостоящий промышленный станок будет бесполезен простому водопроводчику, а дешевый ручной аппарат ничем не поможет фирме, осуществляющей прокладку промышленного высоконапорного газопровода.
- Если прокладка трубопроводов никак не связана с вашей работой, и вы просто хотите ремонтировать домашний водопровод сами – вам будет вполне достаточно простейшего ручного паяльника для пайки встык, например, Elitech СПТ-800.
- Приобретая аппарат для стыковой сварки, не забудьте, что этот метод требует строго вертикальной обрезки концов соединяемых изделий, поэтому разумно будет вместе со сварочной установкой купить специальный электроторцеватель, способный обрезать трубы строго под прямым углом к их оси.
- Если вы не уверены в своих навыках пайки, но не стеснены в финансах – полуавтомат для электромуфтовой сварки, например, Nowatech ZERN-800 PLUS, позволит вам не беспокоиться о возможном прорыве водо- или газопровода после выполненного вами ремонта.


Если же вы профессионал, то в первую очередь внимательно изучите характеристики используемых вами для работ труб и возможные условия их эксплуатации. Не забывайте границы применимости каждого из методов (так, осуществлять пайку встык не стоит при температуре окружающей среды ниже 15 и выше 45 градусов Цельсия) и внимательно изучайте инструкцию к любому аппарату, прежде чем приобретать его.
В случаях, когда вопрос в итоге сводится к выбору между полуавтоматом и автоматом, помните, что для правильного использования полуавтомата нужно обладать опытом расчета всех необходимых характеристик сварки по специальным таблицам и графикам. При покупке полуавтомата нужно обратить внимание на возможность протоколирования, которая позволяет сохранить настройки для сварки в одинаковых условиях (например, с использованием одинаковых фитингов), что очень экономит время при частом выполнении однотипных работ.
Некоторые полуавтоматы не содержат встроенной функции протоколирования, но могут позволять подключать для этого внешнее устройство.
Если вам предстоит работать с высоконапорным магистральным газо- или нефтепроводом, лучшим выбором будет автоматический электромуфтовый станок, например, Georg Fischer серии MSA.
Важно помнить, что эффективность применения терморезистивной сварки нередко в большей мере зависит от качества использованных муфт, чем от параметров используемого аппарата, поэтому никогда не экономьте на расходных материалах.


При финансовом планировании не забывайте, что, кроме стоимости оборудования, необходимо учитывать и стоимость расходных материалов, ведь применение электромуфтового метода для монтажа трубопровода с большим количеством соединений может значительно повысить стоимость работ по сравнению со стыковой или раструбной пайкой.
Если вы не планируете регулярное использование аппарата, можно воспользоваться услугой аренды, которую предлагают многие торгующие оборудованием для пайки полиэтилена компании.
Технологию пайки пластиковых труб вы можете узнать, посмотрев видео немного ниже.
Полиэтиленовые трубы – легкий и комфортный материал для прокладки коммуникационных систем. Для того чтобы конструкция был надежной, необходимо использовать специализированное оборудование – аппарат для сварки труб из полиэтилена. Прежде чем приобрести устройство, нужно определиться с нужной моделью и способами проведения работ.
Выбор оборудования для пайки трубопроводных систем зависит от особенностей планируемых работ и способа соединения труб.
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
- Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
- Выбор подходящих насадок и их монтаж в агрегат для пайки.
- Разогрев прибора до оптимальной температуры.
- Размещение окончаний труб на насадках и прогрев до необходимой температуры.
- Одномоментное снятие срезов и их соединение между собой. Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Рекомендуем ознакомиться: Как правильно выпрямить трубу ПНД и не повредить её
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Сварочное устройство для труб ПНД (полиэтиленовые трубы низкого давления)
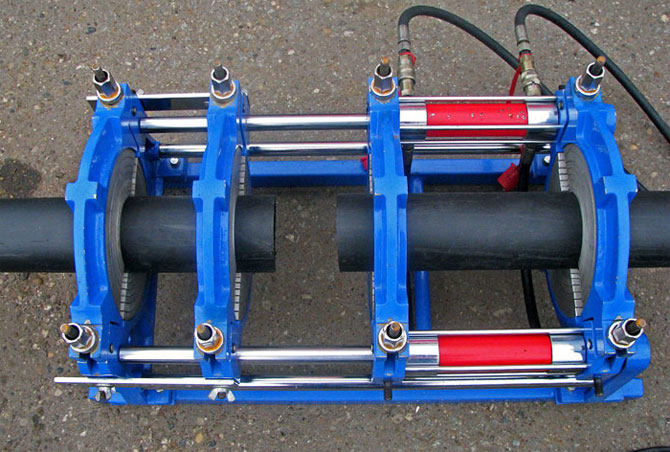
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Рекомендуем ознакомиться: Полиэтиленовые трубы низкого давления — ПНД
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
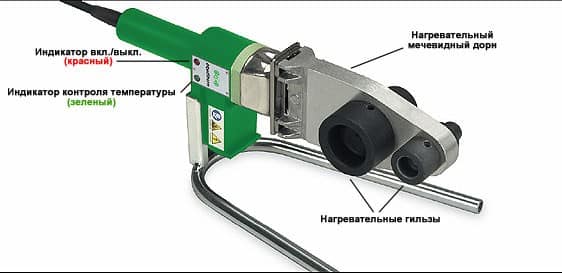
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
- Гидравлика ручного типа. Такой агрегат используют для устройства трубопроводных коммуникаций со средним и низким уровнем давления. Этапы управления и регулировка температурных режимов осуществляется вручную. Параметры плавки определяют по специальной сварочной таблице.
- Гидравлика полуавтоматического типа. Используется в соединении заготовок большого и среднего диаметра. В комплектацию входит электронный блок с функцией фиксирования температурного режима и определения давления масла в механизме привода. Сверив полученную информацию, устройство выводит ее на экран. По завершении работы выдает протокол.
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
- Гидравлика автоматического типа. Обеспечивает полную автоматизацию процесса сварки без участия оператора. Управление осуществляется электронным модулем, после того, как будут заданы необходимые параметры. Аппарат самостоятельно определяет нужный температурный режим, с учетом показателей окружающей среды. По завершении работы выдает протокол с обозначением важных параметров. Автоматический способ сварки трубопровода гарантирует отсутствие дефектов шва и высокий уровень герметичности. Приборы такого типа применяют в постройке нефте- и газопроводов, где присутствует высокое давление.
Рекомендуем ознакомиться: Трубопровод канализации из полиэтиленовых труб
Пайка с помощью электромуфты
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
- Возможность соединения скрученных в бухты труб из термопластика большой протяженности.
- Применение на труднодоступных участках коммуникационных систем.
- Возможность использования в различных температурах (от -20 до +50).
Электрооборудование для сварки с помощью фитингов бывает двух видов:
- С ручным управлением. Сварщик самостоятельно вводит нужные параметры напряжения и время воздействия.
- Автоматизированные. Данная модель оснащена сканером для считывания штрих кодов электромуфты, что позволяет задать необходимые параметры сварки и сохранить информацию о процедуре на флеш-карте.
Особенности аппаратов для электромуфтовой сварки
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Типичные различия между товарами данной линейки:
- Разновидность и величина фитингов. Разновидность муфты обусловлена расположением нагревателя (спирали), которая бывает открытого или закрытого типа. Фитинги большого диаметра используют в совокупности с обжимными деталями.
- Процесс контроля за ходом работ. Поверхность муфты содержит штриховой код с ее характеристиками. Вмонтированный в устройство сканер, считывает информацию и передает ее в микропроцессор автоматически или путем ручного ввода, после чего агрегат определяет нужным режим работы. Основные параметры процесса выводятся на дисплей (продолжительность сварки, температурный режим, уровень напряжения, сила тока).
Аппараты с электромуфтой дорогостоящие, однако, имеют преимущества:
- они просты в эксплуатации;
- их можно применять в экстремальных условиях и труднодоступных местах.
Используемые источники:
- https://www.kanalizaciya-stroy.ru/pajka-plastikovyx-trub.html
- https://vseotrube.ru/montazh-i-remont/svarka-polietilenovyh-trub
- https://sdelairukami.ru/prostaya-prisposoba-dlya-pajki-polipropilenovyh-trub/
- https://stroy-podskazka.ru/truby/polietilenovye/apparat-dlya-svarki/
- https://infotruby.ru/polietilenovye/apparat-dlya-svarki





