
Содержание
Монтаж труб ПВХ
Монтаж и соединение пластиковых труб осуществляется значительно проще, чем металлических трубопроводных изделий и занимает минимум времени. Трубы ПВХ можно соединить методом пайки, используя паяльник для труб ПВХ. Этот способ не нуждается в предварительных, специальных подготовительных работах.
Прибор для проведения сваривания изделий
Сварочный аппарат для труб ПВХ предназначен для стыковки изделий друг с другом. Он имеет нагревательный элемент, в который устанавливаются специальные гильзы необходимого диаметра. Благодаря встроенному индикатору прибора, осуществляется контроль над температурой нагрева. Работает утюг для труб ПВХ от промышленной сети переменного тока.
Сварочный аппарат (утюг) для ПВХ труб
Разогревающее тепло трубам передается от предварительно раскаленных гильз. Они обеспечивают расплавление наружной поверхности трубы для осуществления эффекта молекулярной диффузии соединяемых поверхностей. Гильзы покрываются специальным материалом (тефлоном), благодаря которому к ним не прилипает расплавленный материал трубы. Работа с прибором осуществляется только в специальных перчатках для недопущения получения ожогов.
До отвердения ПВХ материала после пайки необходимо ветошью или деревянной лопаткой очистить поверхности от остатков оплавления. После остывания соединения проделать эту операцию без повреждения поверхности трубы будет проблематично.
Соединение изделий может осуществляться по одной из следующих технологий сварки:
- Муфтовой, когда концы труб для соединения входят в дополнительную муфту.
- Раструбной, когда один конец трубы имеет специальное расширение для входа в него конца другого изделия.
- Встык. Такой способ используется для соединения трубопроводных изделий в диаметре более чем 63,0 мм. Считается наиболее эффективной и надежной именно стыковая сварка. Такой метод состыковки является также наиболее долговечным.
Также стоит отметить способ клеевого соединения или холодную сварку ПВХ труб.
Оборудование для пайки труб большого диаметра встык
Соединение ПВХ изделий по раструбной технологии
Рассмотрим более подробно, как осуществляется пайка труб ПВХ с применением раструбной технологии. Для этого способа при монтаже продукции до 40,0 мм в диаметре достаточно использовать ручной специальный аппарат для сваривания изделий. Если же соединению подлежат изделия большого диаметра, необходимо использовать стационарное оборудование для ПВХ труб, обеспечивающее точную предварительную их центровку.
Для осуществления пайки труб необходимо:
- Надежно установить на горизонтальную поверхность аппарат для сварки. Обеспечить полную неподвижность прибора.
- Соединяемые концы труб должны быть отрезаны острым ножом или специальными ножницами строго под прямым углом.
- Включить прибор и подождать некоторое время, необходимое для нагревания насадок до высокой температуры (около 260ºС).
Следует помнить, что при меньшей температуре нагрева не гарантируется прочность и герметичность соединения. В случае перегрева муфт произойдет разрушение структуры материала труб, что приведет к потере ее прочности.
- Далее на разогретые насадки необходимо поместить трубные изделия на небольшое время, до начала расплавления конца трубы, который вставляется в раструб. При соединении необходимо обязательно контролировать, чтобы не возникло перекосов.
Конец трубы и фитинг надевают на разогретые насадки
- После проведения пайки обеспечить неподвижность соединенных элементов на несколько минут до окончательного отвердевания стыка.
Таким образом, используя специальный инструмент можно самостоятельно за короткое время проводить соединение ПВХ продукции. Полученные соединения характеризуются герметичностью и прочностью на протяжении продолжительного периода эксплуатации.
Мощность и ценовая политика паяльников
Инструкция инструментов содержит обязательные требования к правилам эксплуатации прибора. Самое главное из них – это возможность работать от электрического питания.
Стоит отметить, что различные типы диаметров имеют список требований относительно мощности для сварки труб. Итак, вот основные рекомендации:
</ol></ol></ol>
- Для труб, диаметром до 4, 9 см, необходима мощность 680 вт;
- Если работы выполняются относительно труб 4,9-7,5 см, то величина не должна быть меньше, чем 850 ВТ;
- Для изделий 12, 5 см – мощность должна быть не ниже 1200 вольт;
- Нужно учитывать, что спектр цен велик. На сегодняшний день профессиональное оборудование для сварки пвх труб можно приобрести по варьируемой стоимости от 200 долларов, в то время, как самый элементарный вариант есть возможность приобрести и за 1200 рублей.
- Ценовая политика отталкивается и от марки производителя. Стоит учесть, что большое количество товаров на отечественном рынке из Китая.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
</ul></ul></ul>
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
</ol>
- специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Особенности ПВХ изделий
Производство и сфера использования
</h2>
ПВХ продукция широко применяется для прокладки систем горячего и холодного водоснабжения, а также является незаменимой для организации монтажа как внутренней, так и внешней системы канализации. Пригодны такие трубы и для транспортировки агрессивной рабочей среды и газообразных веществ.
Трубы ПВХ производятся из поливинилхлорида (непластифицированного) в виде однослойных или трехслойных трубопроводных изделий. Вся трубопроводная продукция ПВХ классифицируется по классу жесткости и выпускается разного диаметра для решения максимального количества задач, связанных с прокладкой трубопровода. Поставляются трубы в виде стандартных отрезков длиной 50, 100, 200, 300 и 600 см.
Положительные качества ПВХ изделий
Положительные качества труб из поливинилхлорида определяют спектр их использования. Спрос на эту продукцию обусловлен:
- длительным сроком их эксплуатации;
- неподверженностью влияния ультрафиолета;
- устойчивостью против химической агрессивной среды и коррозии;
- полным соответствием современным требованиям, которые предъявляются для трубопроводных систем;
- очень низким коэффициентом линейного расширения;
- рабочей температурой транспортируемой среды до 55ºС;
- сравнительно низкой стоимостью;
- небольшим весом труб;
- устойчивостью против заведения бактерий и грибков;
- отсутствием отложений на внутренних поверхностях трубных изделий;
- хорошей пропускной способностью;
- антитоксичностью и взрывобезопасностью;
- противопожарной безопасностью.
Составляющие комплектов аппарата
Большое количество компаний, которые производят аппараты для сварки, предлагают свое разнообразие комплектующих деталей. Мы постарались составить три стандартных набора дополнительных элементов для приборов:
- Первый вариант – элементарный. В состав входят: аппарат, ключ для монтажа насадки. Оптимальным набор станет для работ мастера на дому, когда необходимо сварить трубы нескольких диаметров.
- Средняя схема комплектации. На сегодняшний день считается наиболее комфортным вариантом. Сюда входят такие элементы: насадки для диаметров от 2 до 4 см, аппарат, чехол. Набор очень удобно брать с собой в дорогу.
Сварочные оборудования в независимости от составляющих набора, требуют знания правил их эксплуатации. Прежде, чем приступить к процессу сварки, необходимо прочитать инструкцию, так как каждый вид инструмента имеет свои технические особенности.
</ul></ul></ul><index>
В данном обзоре автор показывает процесс изготовления самодельной приспособы, с помощью которой можно паять полипропиленовые трубы, если под рукой нет заводского паяльника или нет электричества.

Первым делом потребуется отрезать кусок шпильки подходящей длины, нагреть горелкой и загнуть оба конца: один в виде буквы «Г», а второй — в форме кольца.

Если вы будете использовать металлический пруток, то на Г-образном конце нужно нарезать резьбу, чтобы накрутить хомут.
Основные этапы работ
На следующем этапе необходимо будет немного доработать хомут (выровнять края молотком), и потом накручиваем его на шпильку.


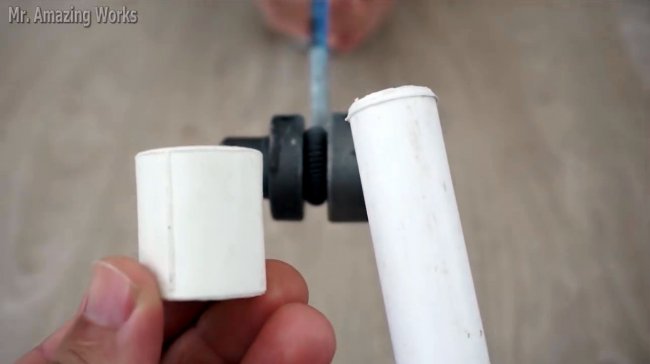
К другому концу шпильки автор крепит заводскую насадку для пайки полипропиленовых труб. Затягиваем ее болтом.

Далее надеваем получившуюся деталь на носик газовой горелки, и надежно фиксируем ее металлическим хомутом.
Конечно, данная самоделка далека от совершенства. Во-первых, она довольно опасная, так как имеется источник открытого огня.
Во-вторых, не предусмотрена её надежная фиксация, нет подставки. И это тоже может доставить определенные неудобства в процессе работы.
Но как вариант, когда в доме нет электричества, а нужно срочно сделать ремонт, ее можно использовать. Конечно же, соблюдая все меры предосторожности.
Подробно о том, как своими руками сделать приспособу для пайки полипропиленовых труб, можно посмотреть на видео.
[Голосов: 342 Средняя оценка: 4.3]</index>Вас заинтересуетРаньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.
Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.
Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).
Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
Нельзя:
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).
Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.
Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Читайте так же:
LeoBrynnПриспособления / ИнструментыДобавлено 4 комментария Здравствуйте, уважаемые читатели и самоделкины!Некоторые из Вас имели дело с сантехникой, а также занимались монтажом и пайкой полипропиленовых труб.А что делать, если на объекте нет электричества, либо попросту у Вас нет такого паяльника, или для выполнения небольшого объема работ просто нет желания его приобретать?В данной статье, автор YouTube канала «Mr. Amazing Works» расскажет Вам, как он сделал простейший паяльник из газовой горелки и пары деталей.Самоделка очень проста в изготовлении, она не потребует специальных инструментов и сварочных работ. Все детали для нее легко можно приобрести в строительном магазине.Материалы.— Стальная шпилька— Насадки для паяльника полипропиленовых труб— Хомут, болты М8.Инструменты, использованные автором.— Газовая горелка— Отвертка, шестигранные головки— Тиски, пассатижи, молоток.Процесс изготовления.Итак, стальная шпилька фиксируется в тисках, и нагревается ее один конец при помощи газовой горелки. Затем мастер сгибает его под углом в 90 градусов.































Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь. Используемые источники:
- https://mr-build.ru/newsanteh/svarka-trub-pvh.html
- https://sdelairukami.ru/prostaya-prisposoba-dlya-pajki-polipropilenovyh-trub/
- https://eurosantehnik.ru/7-oshibok-pajki-polipropilenovyx-trub.html
- https://usamodelkina.ru/17228-prostoj-pajalnik-dlja-plastikovyh-trub-svoimi-rukami.html





