
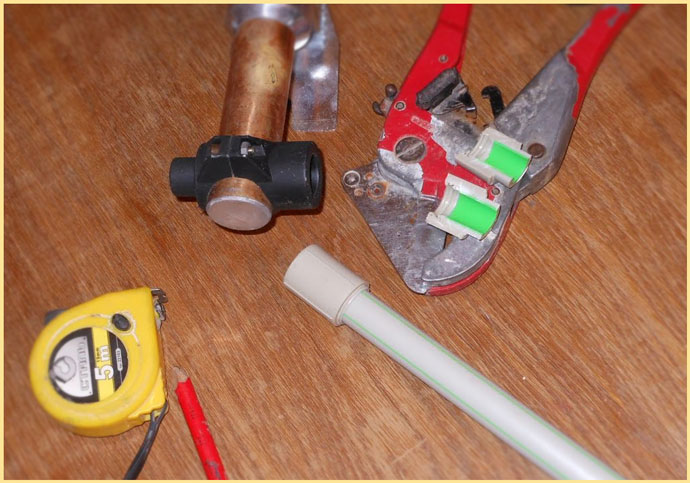
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода

Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.

Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
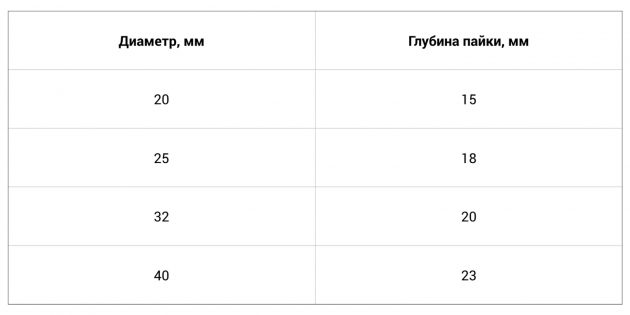
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
<index>
Металлические трубы уверенно вытесняются более современными аналогами. При ремонте или возведении нового здания все чаще устраивают водопровод и отопление в квартире своими руками из полипропилена.
Монтаж своими руками.
Анатомия полипропиленовых труб
Внешне полипропиленовые трубы отличаются только диаметром и цветом. Намного важнее другие показатели: плотность материала, внутреннее строение, толщина стенок. Эти характеристики влияют на применение и монтаж.
По строению различают 3 вида:
- однослойные – используются только однородные полимеры;
- трехслойные с армированием стекловолокном, которое находится посредине трубы;
- многослойные с алюминиевой фольгой – конструкция похожа на предыдущую, но с некоторыми отличиями.
Полипропиленовые трубы армируют, чтобы уменьшить негативное влияние теплового расширения. При нагревании изделий без прослойки оно составляет 15 мм на 1 м.
Трубы начали делать многослойными, закладывая между полимером алюминиевую фольгу или стекловолокно. Основная цель такой прокладки – уменьшить тепловое удлинение. Стекловолокно уменьшает его в 4-5 раз, алюминий – вдвое.
Материал для армирования обладает разными свойствами. Изделия со стекловолокном выдерживают нагрев до +90°С, что недостаточно для некоторых систем отопления. Температурный диапазон алюминиевой фольги немного выше.
Трубы бывают перфорированными, если для армирования используется алюминиевая сетка. В ее отверстия затекает пластик, образуя прочное соединение разнородных материалов. Полипропиленовый трубопрокат с алюминиевой фольгой гладкий.
Классификация ПП материала
Существует 2 большие группы полипропиленовых труб: однослойные и многослойные. Особенности первых определяются материалом, использованным в производстве. Гомопропилен (РРН) подходит для холодной воды, рандомсополимер (PPR) – для горячей и отопления с температурой до +70°С. Более устойчивые к температуре PPS. Для теплых полов трубы делают из блоксополимера (РРВ).
Многослойные ПП-трубы более жесткие, меньше поддаются температурному расширению.
Они прочные, но применение алюминиевой фольги имеет отрицательные стороны:
- если находится посредине, необходимо зачистить перед сваркой, на что уходит много времени;
- с фитингом спаивается половина трубы, ошибка приводит к непрочному соединению;
- если фольга внутри, получается подобие металлопластика, вода может проникнуть к металлу и загрязниться.
Классификация полипропиленовых труб.
Намного превосходят их по характеристикам изделия, армированные стекловолокном. Производители специально окрашивают его.
Положительные стороны применения стекловолокна для армирования:
- не требуется зачистка перед сваркой;
- увеличенная жесткость;
- меньше тепловое расширение;
- стенки монолитные, а не многослойные.
Для холодной воды лучший вариант – однослойные; они дешевые, монтаж простой. Горячую воду лучше пустить по трубопроводу, армированному стекловолокном. Для систем отопления частного дома больше подходят полипропиленовые трубопроводы с алюминиевой прослойкой. Лучше выбирать те, где она расположена ближе к поверхности, а не посередине – это облегчает монтаж.
Как выглядит маркировка
Изделия имеют специальное обозначение из латинских букв и цифр.
Понимая их значение, нетрудно самостоятельно выбрать ПП-трубы:
- PN10 – выдерживают невысокую температуру и давление. Применяют в частном жилье для водопровода.
- PN16 – стенка более толстая, подходят для централизованного водоснабжения холодной и горячей водой. Выдерживают температуру до +50°С.
- PN20 – максимальная температура – +90°С. Могут применяться для горячей воды и отопления частного дома.
- PN25 – технические характеристики сверхвысокие. Невыгодно использовать – более дешевые PN20 полностью удовлетворяют потребности.
Покупателям также можно ориентироваться по цветным полосам. У труб, предназначенных для отопления, они красного цвета, для холодной воды – синего или отсутствуют.
Таблица “Маркировка полипропиленовых труб”.
Внешний вид и внутренняя структура
На торце видно, что у качественных изделий правильная круглая форма. По окружности стенки одинаковой толщины. Внутренняя структура бывает однослойной или из 2 слоев полипропилена с армированием. Используется дополнительная алюминиевая или стекловолоконная оболочка. Поверхность должна быть гладкой, ровной, армирование без разрывов.
Окрашивают в серый, белый или зеленый цвет, что не влияет на качество. Окраску выбирают из эстетических соображений. Зеленый цвет характерен преимущественно для немецких фирм.
Преимущества и недостатки ПП
Использование полипропилена при монтаже водопроводов и отопления объясняется его преимуществами:
- материал дешевый, легкий, не боится ударов;
- ему не страшна коррозия, внутреннее сечение не уменьшается от налета – он не образуется;
- выдерживает несколько циклов замерзания без повреждений;
- производители указывают гарантию 10 лет, но магистраль с холодной водой служит до 50 лет;
- привлекательный внешний вид, который сохраняется весь срок эксплуатации – трубопроводы не нужно красить;
- высокое звукопоглощение – шума воды не слышно;
- низкая теплопроводность, что делает их эффективными для отопительной системы;
- полностью экологически безопасные, питьевая вода остается чистой.
Преимущества и недостатки полипропиленовых труб.
Основное преимущество – удобный и быстрый монтаж, при котором достигается полностью герметичное долговечное соединение. Монтаж проще, обходится дешевле установки металлических аналогов.
Присутствуют недостатки при работе с ПП-изделиями:
- они не сгибаются;
- удлиняются при нагреве;
- необходим специнструмент для монтажа.
Мастера, профессионально занимающиеся полипропиленом, давно выработали приемы, позволяющие компенсировать эти трудности.
Перед монтажом требуется подготовить все необходимое – инструменты и материалы для соединения труб. Следует выбрать, какой способ разводки применить.
Составление проекта
Чтобы после работы не оказалось, что монтаж полипропиленовых труб совершен с ошибками, составляют подробную схему с указанием соединений. Стараются, чтобы протяженность была наименьшей, избегают пересечений, сводят к минимальному количество изгибов. Чертеж можно перенести на стены, нарисовав карандашом.
Перед закупкой материалов определяются со схемой разводки.
Для отопления существует 4 способа подсоединения батарей:
- проточный;
- с байпасом;
- с вентилями;
- через трехходовый клапан.
Для отопления полипропиленовые трубы.
Окончательная схема зависит от финансовых возможностей – стоимость запорной арматуры существенная.
Для монтажа водопровода своими руками применяют тройниковую или коллекторную разводку.
Первая больше подходит для квартир с небольшим количеством сантехнического оборудования, которое подключается последовательно.
Вторая схема параллельная, отводы от коллектора на входе идут каждый к отдельному прибору.Используют закрытый или открытый способ прокладки трубопроводов.
Первый вариант более сложный, требует точных расчетов, в частности расчета теплового расширения полипропилена. Открытая разводка воды в квартире меньше бросается в глаза, если выполнена аккуратно. Вертикальные трубопроводы располагают в углах, горизонтальные – у пола. Монтаж проще, легко обслуживать.
Основной инструмент – паяльник для полипропилена с насадками.
Помимо него понадобится:
- труборез для резки пластика;
- шейвер – им снимают армирующий слой перед пайкой;
- калибратор с фаскоснимателем.
Понадобятся и другие инструменты – рулетка, гаечные ключи, маркер, нож.
Выбор полипропиленовых фитингов
Виды полипропиленовых фитингов.
По схеме определяют места соединений и то, какие фитинги понадобятся:
- муфты – соединяют прямые отрезки;
- уголки – для изменения направления трубопровода;
- обводы – осуществляют переход одной трубы через другую;
- тройники и крестовины – для присоединения отводов;
- заглушки – закрывают трубопровод.
Для соединения труб из полипропилена разного диаметра используют муфты-переходники. Чтобы подключить полипропиленовый трубопровод к металлическому, используют фитинг. Он с одной стороны имеет резьбу.
Выбор схемы соединения
Для полипропилена диаметром до 63 мм применяется раструбный метод пайки, когда труба своим расплавленным концом входит в муфту. Если размер больше 63 мм, спаивают встык.
Наличие резьбы на деталях позволяет сделать соединение разъемным. Используются 2 фитинга, на одном резьба наружная, на другом – внутренняя. Если спаивают 2 полипропиленовых изделия, соединение неразъемное.
Пошаговая инструкция сварки ПП-труб
Когда продумана схема, закуплено все необходимое, приступают к сварке.
Обрезка труб
Используют труборез, который обеспечивает ровный торец без скосов. Можно применить ножовку по металлу, уложив трубу в стусло. Если отрезать неровно, на более длинном конце образуется при пайке наплыв, который перекроет часть внутреннего прохода.
Труборез устроен так, что, прижимаясь широким основанием к изделию, обеспечивает прямой угол. Выбирая инструмент, обращают внимание, какой максимальный диаметр доступен.
Обработка трубы и формирование фаски
Пошаговая инструкция сварки полипропиленовых труб.
С обрезанной трубы удаляют заусеницы и формируют фаску с той стороны, которая войдет в раструб фитинга.
Существует много видов калибраторов, фаскоснимателей, насадок для шуруповертов, которые справляются с этой задачей.
С армированных алюминием труб снимают верхний слой и фольгу. Используют шейвер – цилиндр с ручками. Он предназначен для изделий одного диаметра.
После проделанных операций детали вытирают, удаляя пыль и абразивы, которые портят насадку. Ее тоже очищают, осматривают, не остался ли внутри расплавленный пластик.
Специалисты рекомендуют в соответствии с технологией монтажа обезжирить торцы свариваемых деталей. Без этой операции стык получается менее прочным.
Проводят разметку глубины посадки ПП в фитинг. У изделий разного диаметра сварной стык углубляется неодинаково. Измеряют этот параметр и наносят маркером метку на трубное изделие. Если посадить слишком глубоко, сужается проход.
Аппарат для сварки располагают в удобном месте и прочно закрепляют. Если в конструкции не предусмотрена фиксация, лучше работать с помощником, чтобы руки были свободными. Затем устанавливают насадку, включают питание. Паяльник нагревается, на что требуется около 10 минут.
Рабочая температура пайки +260°С. Это оптимальный режим для полипропилена и щадящий для тефлоновых насадок. Начинающему мастеру лучше купить инструмент без установки температуры – она задана изготовителем. Когда аппарат нагреется, загорится зеленый светодиод или погаснет красный – в зависимости от модели.
Нагрев и соединение деталей
Таблица нагрева и соединенных деталей.
После подготовки деталей и прогрева паяльника начинают сварку:
- Фитинг и трубу одновременно надевают на прогретую до рабочей температуры насадку. Вставляются они с небольшим усилием, потому что насадки имеют небольшую конусность. Заготовку продавливают до упора.
- Время ожидания зависит от диаметра изделий. Пользуются таблицей, которая есть в инструкции к инструменту. Нарушение норм приводит к браку – уменьшается внутренний диаметр от чрезмерно разогретого пластика, который образует наплыв. Впоследствии снижается циркуляция воды.
- Извлекают элементы, плавно вставляют трубу в фитинг до метки. Держат 5 секунд, затем отпускают. Это время, за которое можно исправить ошибку. Проворачивать горячие изделия можно не более чем на 10°.
Как крепить трубопровод
Требуется не только правильно спаять, но и развести полипропиленовый водопровод, закрепить, чтобы он не провисал и не деформировался. Фиксация производится с применением специального крепежа. Клипсы (одинарные, сдвоенные, зажимные) позволяют свободное передвижение трубопровода вдоль оси. Хомуты предназначены для плотной фиксации.
Горячая вода приводит к увеличению длины ПП-изделий. Если крепление жесткое, возможен разрыв по месту спайки. Напряжение снимают компенсаторами различных видов: кольцевыми и похожими по конфигурации на Z, Г, П. Полипропиленовые трубопроводы нельзя монтировать плотно в углу – необходимо небольшое расстояние, чтобы труба свободно ходила при расширении.
</index>
Пластиковые изделия сейчас встречаются повсеместно. И инженерные коммуникации здесь не исключение. Пластик дешев и долговечен, однако выбирать себе в дом полипропиленовые трубы для водопровода следует с умом. Любой порыв трубопровода внутреннего водоснабжения – это неимоверная куча проблем у хозяев жилища. Хорошо еще если обойдется без крупного потопа, пару дней ремонта можно и перетерпеть с бутилированной водой. Иначе ремонтировать придется не только водопроводную систему, но и интерьерную отделку.
Содержание
Характеристики труб из полипропилена
Лучшего варианта, чем полипропиленовая труба, придумать для организации водоснабжения в доме сложно. Практически по всем техническим характеристикам полипропилен (термопластичный полимер пропилена, ПП, PP) превосходит поливинилхлорид и полиэтилен. У данного пластика самая низкая плотность (0,91 г/см3) среди аналогов, используемых для производства трубных изделий и фитингов к ним.
Из полипропилена выпускают широкий ассортимент продукции
При этом полипропиленовые трубы отличаются повышенной стойкостью к воздействию щелочей и кислот, а также высокой рабочей температурой и хорошей сопротивляемостью к деформации при ударах. Плавиться ПП начинает при 160–170 градусов С, а размягчаться приблизительно при 140 градусах С. Все зависит от использованных на производстве добавок и пластификаторов.
Таблица классов эксплуатации пластиковых труб по ГОСТ Р 52134-2003
| Класс | Описание | Температура |
|---|---|---|
| 1 | Горячее водоснабжение | 60° |
| 2 | Горячее водоснабжение | 70° |
| 3 | Низкотемпературное напольное отопление | 60° |
| 4 | 70° | |
| 5 | Высокотемпературное радиаторное отопление | 90° |
| ХВ | Холодное водоснабжение | — |
Трубы из полипропилена подходят как для водопровода (ХВС и ГВС), так и для отопления. Однако здесь надо внимательно смотреть на маркировку. Сейчас выпускаются разные варианты этого пластика, различающиеся технологией изготовления и характеристиками.
Типы
На рынке полипропиленовые трубы представлены в трех основных видах:
- PPH (PP-1) – гомополимер.
- PPB (PP-2) – блок-сополимер.
- PPR (PP-3, PPRC, PP-random) – рандом-сополимер.
Обычный PP для изготовления труб практически не используется. У него слишком низкие характеристики для подобных изделий. Чаще всего в магазинах сантехники встречаются варианты PPHи PPR. Они наиболее дешевы и идеально подходят, чтобы устроить водопровод. Плюс трубы ПП можно также встретить с марками PP-S, PP-PURE и др. Но эти виды больше предназначены для применения в промышленности и работе с агрессивными средами.
Диаметры труб для водопровода
Материал
Труба PPH отличается повышенной прочностью, но довольно плохо переносит температуры ниже нуля и ультрафиолет. По ГОСТ и СНиПам ее рекомендуется применять только для холодной воды. PPBнемногим прочнее гомополимера и имеет более широкий диапазон рабочих температур – от -20 до +800С. Однако и стоит этот вариант дороже первого. Полипропиленовые блок-сополимерные изделия обычно используют при обустройстве «теплых водяных полов».
Изменение длины труб при нагреве от 0 до +60 С
PPR среди этой тройки выделяется наибольшей термостойкостью (способен длительное время выдерживать температуры в +900С) и устойчивостью к УФ. Трубу из него можно применять как для водопровода с холодной и горячей водой, так и для систем отопления. Только такие трубопроводы должны располагаться в обогреваемом помещении, на улице PPR использовать не рекомендуется.
Полипропиленовые трубы в разрезе
Армированные
Все вышеперечисленные три типа полипропиленовых труб относятся к однослойным изделиям. Помимо этого есть многослойные армированные аналоги, в которых полипропилен также является основой. Однако между двумя его слоями дополнительно вставляется прослойка из более жесткого материала.
Армирование в таких ПП трубах выполняется:
- алюминиевой фольгой (PPR-AL-PPR);
- фиброволокном (PPR-FB-PPR);
- стекловолокном (PPR-GF-PPR);
- композитными материалами.
Эти разновидности труб из полипропилена имеют повышенные технические характеристики по прочности, жесткости, теплостойкости и теплопроводности. Но из-за дороговизны для водопровода их лучше не брать. Они больше предназначены для отопительных систем. Здесь как с заменой электропроводки в квартире – в этой ситуации провода со слишком толстыми жилами применять нельзя. Они стоят дороже, а толку ноль. Более того, их использование грозит проблемами.
Виды полипропиленовых труб
Маркировка полипропиленовых труб
При выборе полипропиленовых труб помимо типа PP и наличия армирования в маркировке необходимо также смотреть на максимальное рабочее давление. По ГОСТ этот параметр обозначается PN и цифрой от 10 до 25.
Маркировка полипропиленовых труб
В зависимости от этого обозначения трубы PPR различаются следующим образом:
- PN10 – тонкостенные для ХВС и «теплых полов» с водой до +450С.
- PN16 – универсальные под водопровод ХВС и ГВС до +600С.
- PN20 – толстостенные для воды с температурой до +950С.
- PN25 – с армированием для ГВС и отопления (также до +950С).
Кратковременно та или иная PPR труба для водопровода превышение указанных температур перенести способна. Но при длительном сверхнормативном нагреве она начнет постепенно разрушаться. И в итоге заявляемый производителями срок ее службы в полвека будет существенно снижен.
Время сварки и нагрева полипропиленовых труб
Основные диаметры труб по ГОСТ
Диаметр в маркировке водопроводных труб из PPR указывается наружный. Причем чем он больше и выше PN, тем толще трубная стенка. Изделия в 16–20 мм применяются для разводки водопровода по квартире и коттеджу. 25–32 мм – это для стояка. Варианты большего диаметра предназначены для трубопроводов в многоэтажных зданиях, магистральных сетей и канализации.
Как правильно рассчитать диаметр трубы исходя из ее предназначения
Популярные производители
На отечественном рынке PPR водопроводные трубы представлены продукцией российских и зарубежных производителей. Особой разницы между ними нет, технология производства пластмассы во всех случаях применяется одна. Однако крайне важно смотреть на прописанные в маркировке изделия цифры. Изготовители нередко добавляют в свой пластик различные пластификаторы, повышающие те или иные характеристики.
Популярные производители труб из полипропилена
Среди популярных производителей рассматриваемых труб можно упомянуть:
- Banninger и Rehau (Германия);
- Valtec (Италия);
- Экопластик FIBER (Нидерланды);
- TEBO и Vesbo (Турция);
- BLUE OCEAN (Китай);
- ПроАква и Политек (Россия)
Качество у этих производителей практически одинаковое. Но за немецкие трубы придется из-за бренда заплатить немного больше, а за китайские – наоборот чуть меньше. При этом российские аналоги также держат марку, имея вполне доступную стоимость за погонный метр.
Заключение
Цена трубных изделий из полипропилена невысока. При этом срок службы водопроводной полипропиленовой трубы – около 50 лет. Однако столько она прослужит, только если ее правильно выбрать. Если взять для ГВС неподходящий вариант, то трубопровод исправно отслужит лишь 15–20 лет. Потом его придется полностью менять. В итоге дешевизна обернется дополнительными тратами. Здесь надо быть максимально внимательным при выборе материалов для водопровода.
Смотрите также видео как паять полипропиленовые трубы:
Читайте про другие наши материалы:
Полипропиленовые трубопроводы (ППР) в силу своей ценовой доступности, физических параметров и удобства монтажа являются широко востребованными в бытовом хозяйстве при организации холодного и горячего водоснабжения. При самостоятельном монтаже наибольшие сложности вызывает пайка полипропиленовых труб в труднодоступных местах, справиться с которой без ошибок новичку довольно сложно.
Поэтому полезно изучить приемы – как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.
Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
Способы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
- Стыковой. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке.
- Муфтовый. Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам.
- Раструбный способ. Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.
Рис. 2 Сварочное устройство – паяльник
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.
Рис. 3 Инструменты для работы с ППР
<center></center>
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием – прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Ситуацию, когда спаиваемые отрезки должны быть определенной длины, но при сварке их паяльником в линию одну из частей придется обрезать на ширину двух насадок и греющего утюга, можно решить другим способом. Приобретается аналогичная насадка, закрепляется на нагревающей платформе и производится одновременная пайка каждого из отрезков в разных плоскостях, после чего они соединяются. Таким методом можно монтировать не только прямые участки, но и повороты на стенах, обеспечивая тем самым более плотное прилегание линии к огибаемой поверхности.
Рис. 4 Сварка участков трубопровода утюгом с двумя насадками
Читайте также: Автоматика для скважины: основные виды, принцип работы и схемы подключения
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.
Угловая сварка требует точности и соблюдения повышенных требований к геометрии прямого угла, для его проверки используется угольник. Для стыковки отрезков применяют специальные угловые муфты с углом разворота 90 градусов, которые следует приобретать вместе с трубами от одного производителя – это обеспечит высокую адгезию между соединенными элементами.
Рис. 5 Последовательность пайки трубопровода из ППР
<center></center>
Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 – 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров – в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.
Рис.6 Технология правильной пайки полипропилена
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя – детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей – их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
При сварке на стенах неудобно держать детали на весу, поэтому трубу фиксируют в клипсах или муфтах, сдвигая на нужное расстояние.
Рис. 7 Монтаж ППР с врезкой крана
<center></center>Часто возникает ситуация, когда необходимо привести врезку в трубопровод для вставки фитинг-крана или муфты при ремонте поврежденного участка. При проведении работ по установке крана лучше сваривать несколько участков в такой последовательности:
- Вначале разрезают трубопровод, вырезав из него сегмент нужной длины ножницами по предварительно рассчитанным меткам, сливают воду и очищают насухо свариваемые поверхности от жира, грязи и влаги.
- Оттягивают правый отрезок трубы от стены, вставляют его в насадку предварительного подготовленного к работе паяльника, с другой стороны подсоединяют фитинг открытого крана (это необходимо для стравливания воздуха).
- Производят сварку по приведенной выше технологии, затем переходят к другой стороне. Перед работой необходимо подготовить упор для паяльного прибора (ножницы, разводной ключ), так как спаивание будет проходить на весу.
- Отгибают левую трубу в сторону и производят прогрев раструба крана на несколько секунд больше, после чего быстро вставляют в насадку трубный конец, прогревая его на несколько секунд меньше.
- Затем состыковывают элементы, плотно прижимая их друг другу с соблюдением стандартных временных интервалов.
Читайте также: Технология сварки полипропиленовых труб
<center></center>
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Так же следует всегда четко отмечать карандашом расстояние, на которое углубляется труба, для диаметра 20 мм. оно обычно составляет 14 – 17 мм.
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
 Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;

- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
 И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника. 
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 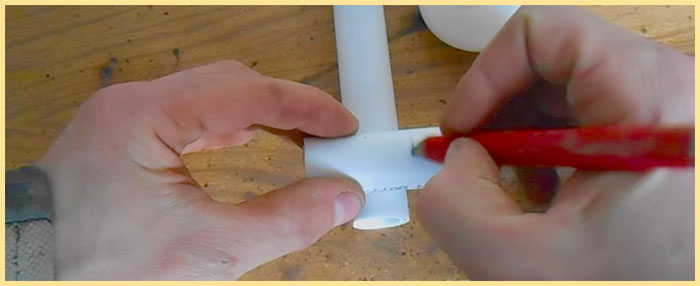
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
- Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.


Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.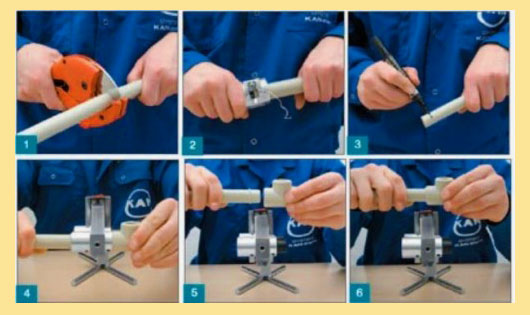
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
 В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
Разница в работах лишь в том, что на металле надо резать резьбу и следует уплотнять соединение вручную во избежание протечек. В качестве уплотнителя лучше всего использовать паклю или сантехническое лен-волокно. Этот материал доступен по цене и эффективно уплотняет соединение.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Но если у спаянных труб обнаруживают течь, воду перекрывают, а уязвимое соединение труб переделывают, предварительно срезав. Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
 Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Используемые источники:
- https://lifehacker.ru/kak-payat-polipropilenovye-truby/
- https://vodasovet.ru/vodoprovod/montazh-polipropilenovyh-trub
- https://sdelat-dom.ru/remont/vodoprovod-kanalizaciya/polipropilenovye-truby-dlya-vodoprovoda/
- https://montagtrub.ru/payka-polipropilenovyih-trub-v-trudnodostupnyih-mestah-sovetyi-rekomendatsii-spetsialista/
- https://iseptick.ru/truby-i-fitingi/polipropilenovye-truby/kak-payat-polipropilenovye-truby.html





