
Содержание
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
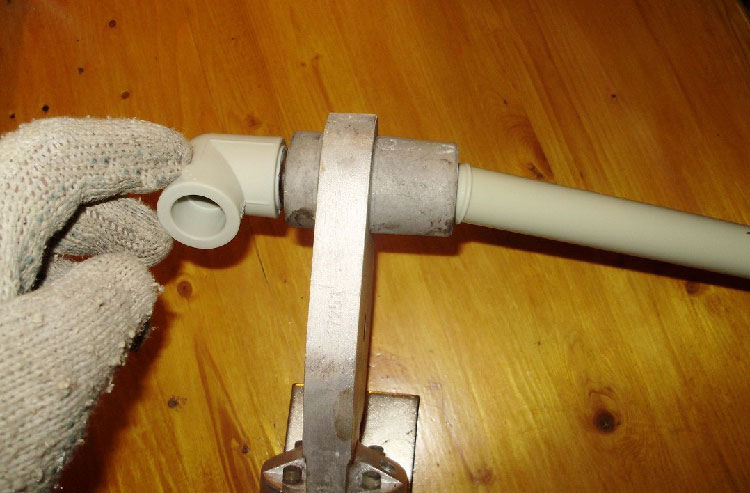
 Выполнять пайку труб лучше в защитных перчатках
Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
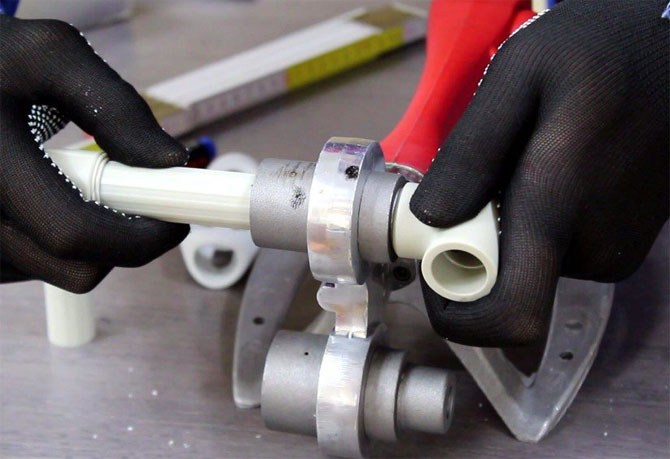
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
Разновидности фитингов:
- Компрессионные;
- Пресс-фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
 Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.
Forte WP6308
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.
СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Смотрите видеоинструкцию – 4мин 31сек:
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Процесс монтажа металлопластиковых труб
- Инструменты для установки металлопластиковых труб
- Соединение металлопластиковых труб
- Советы при работе по сварке металлопластиковых труб
Металлопластиковые трубы имеют столько выгодных достоинств, что сейчас мало кому приходит в голову использовать для отопления или водопровода их стальные аналоги. Они не подвержены коррозии, в том числе и электрохимической, и это свойство значительно увеличивает их срок эксплуатации. Способность не поддаваться ржавчине приводит к отсутствию необходимости производить окраску наружной поверхности трубы, а отсутствие отложений во внутренней части обеспечивает высокую проходимость.
Схема металлопластиковой трубы.
Долговечность металлопластиковых конструкций в сочетании с очень демократичной ценой делают их приобретение идеальным вариантом для замены водопроводной, отопительной и канализационной систем. Кроме высоких функциональных характеристик, изделия из металлопластика обладают еще одним выгодным преимуществом: сварка металлопластиковых труб не отличается особой сложностью и под силу любому, кто имеет хотя бы небольшие навыки работы с инструментами.
Инструменты для установки металлопластиковых труб
Пайка металлопластиковых соединений производится при помощи специальных аппаратов, в которых используется определенная технология нагрева.
Устройство системы отопления из металлопластиковых труб дело нелегкое, однако зная все нюансы с этим можно справится без привлечения дорогостоящих специалистов.
Температура при монтаже в этих приспособлениях достигает значений выше, чем в 180°С. В просторечии они называются паяльниками и бывают 2-х видов. Профессиональные паяльники предназначены для сварки труб большого диаметра, если он превышает 50 см. Для бытовых целей применяют домашние сварочные аппараты, более экономные за счет небольшой мощности. Они предназначены для соединения небольших диаметров — от 16 до 63 мм. Несмотря на высокую прочность, пластик имеет низкую температуру плавления. Разогретый паяльником, он при соединении спаивается на молекулярном уровне, образуя сплошную поверхность, не имеющую шва. Потому и срок службы металлопластиковых конструкций доходит до 50 лет и больше, такая сварка делает место контакта 2-х труб монолитным, не допускающим протечек. Процесс монтажа металлопластиковых труб в домашних условиях несложен и доступен, если совершить небольшие усилия и применить некоторое терпение при работе.
Сварочный аппарат в комплекте обязательно должен иметь разъемы нескольких диаметров для нагрева труб. Перед его использованием следует внимательно изучить инструкцию, чтобы определить, какая температура нагрева требуется для имеющихся в наличии материалов. При работе с паяльником необходимо соблюдать большую осторожность, не забывая о высокой температуре, которой сопровождается пайка. Кроме сварочного аппарата для пайки металлопластиковых труб понадобятся фитинги, то есть такие комплектующие, как муфты, тройники и уголки. Дополнительно нужно подготовить паклю, наждачную бумагу, острый нож, рулетку и герметик. Резать трубу лучше всего специальной пилкой, но пригодится и ножовка с очень мелкими зубцами.
Соединение металлопластиковых труб
Процесс начинается с подготовки металлопластиковых труб к работе. Они нарезаются на части нужной длины, их края обрабатываются ножом и наждачной бумагой для удаления неровностей. Если поверхность трубы даже немного влажная, требуется вытереть ее насухо, иначе пайка не будет качественной. Когда сварочный аппарат нагреется до необходимой температуры, в него вставляются концы труб. После того как они расплавятся, их стыкуют, фиксируя в определенном положении. Нажим при этом должен быть достаточно легким. После того как конструкция полностью остынет, нужно осмотреть место стыка. На нем должен образоваться шов правильной выпуклой формы, который показывает, что пайка выполнена правильно. Для придания трубе более эстетичного вида его можно сравнять с поверхностью наждачной бумагой.
Читайте также: Сварка труб разного диаметра встык
Советы при работе по сварке металлопластиковых труб
Перед началом работы следует прекратить доступ воды в систему. При работе со сварочным аппаратом соблюдать технику безопасности. Контролировать температуру нагрева: слишком высокие или низкие показатели не позволят создать качественное соединение. Регулярно осматривать спаянные трубы с внешней и внутренней стороны (на просвет). При перегреве на внутренней поверхности могут образовываться спайки, которые буду препятствовать проходу воды.
Пайка металлопластиковых труб в домашних условиях Пайка металлопластиковых труб в домашних условиях производится при помощи специальных аппаратов, в которых используется определенная технология нагрева.
Источник: 1poteply.ru
[content-egg module=GdeSlon template=compare]
Пайка металлопластиковых труб
Как известно, металлопластиковые трубы соединяют между собой и с элементами трубопроводных систем при помощи фитингов. Однако многих интересует вопрос, можно ли эти трубы сваривать и спаивать. Ответ однозначный — да можно, только для этого нужно придерживаться специальной технологии и пользоваться дополнительным инструментом.
Сейчас на рынке присутствует два вида паяльников, с помощью которых можно делать надёжные соединения металлопластиковых труб. Это профессиональные паяльники, предназначенные для работы с трубами диаметром от пятидесяти миллиметров и выше и бытовые паяльники малой мощности. С помощью последних проводятся монтажные работы в жилых помещениях и офисах.
Спаивание металлопластиковых труб происходит при относительно низкой температуре. Так бытовой паяльник рассчитан на прогрев трубы до температуры 180 градусов. Перед началом сваривания металлопластиковых труб нужно приготовить паклю, герметик, паяльник (сварочный аппарат), ножницы и рулетку.
На сварочном аппарате имеются два нагревательных элемента, называемых битками. Они отличаются по форме и диаметру. Битка с большим диаметром предназначена для нагрева наружной поверхности металлопластиковой трубы, а битка с меньшим диаметром для нагрева внутренней поверхности трубы. Как только обе трубы нагреются до нужной температуры, на сварочном аппарате загорится сигнальная лампочка. В этот момент нужно трубы быстро снять и соединить друг с другом. После полного остывания соединения, можно продолжать монтаж.
Пайка металлопластиковых труб, Все о трубах Как известно, металлопластиковые трубы соединяют между собой и с элементами трубопроводных систем при помощи фитингов. Однако многих интересует вопрос, можно ли
Источник: xn--80abcm9bmekkw.xn--p1ai
[content-egg module=GdeSlon template=compare]
Пайка металлопластиковых труб
Все больше людей меняют старые водопроводные системы, сделанные из металлических труб, на новые, изготовленные из металлопластика. Металлопластиковые трубы не только дешевле металлических, но и удобнее в эксплуатации и долговечнее. При сборке водопроводных и других систем из металлопластиковых труб используются специальные фитинги. Но, как прочно прикрепить трубы к фитингам? Вот тут-то и возникает вопрос, можно ли паять металлопластиковые трубы? Да, можно, только пайка металлопластиковых труб производится по определенной технологии при помощи специальных сварочных аппаратов.
Виды паяльников для металлопластиковых труб
Соединять металлопластиковые трубы с фитингами нужно при помощи специальных паяльников. Они бывают двух видов:
1. Профессиональные паяльники. Такие паяльники предназначены для соединения металлопластиковых труб, диаметр которых превышает более 50 сантиметров.
2. Домашние паяльники. Эти паяльники обладают меньшей мощностью и соответственно меньшей поверхностью нагрева. При помощи домашних паяльников можно соединять металлопластиковые трубы диаметром от 16 до 63 миллиметров.
Чаще всего металлопластиковые трубы соединяются при помощи быстрого монтажа, при котором подлежащие спайке поверхности нагреваются до 180 градусов Цельсия.
Технология пайки металлопластиковых труб
Перед тем, как паять металлопластиковые трубы необходимо приготовить следующие инструменты и материалы: паклю, герметик, сварочный аппарат, ножницы и рулетку. Сварка металлопластиковых труб производится следующим образом:
1. Той частью битки, которая своей формой повторяет колпачок, необходимо нагреть внешний край металлопластиковой трубы.
2. Биткой меньшего размера нагревается внутренний край металлопластиковой трубы.
Используемые в процессе паки битки должны подходить по своему размеру к диаметру металлопластиковых труб.
3. Как только трубы (фитинги) разогреются до нужной температуры, их необходимо одновременно снять со сварочного аппарата и соединить друг с другом. Края металлопластиковых труб (фитингов) надежно сварятся. Как только соединение остынет трубы можно использовать для дальнейшего монтажа.
Читайте также: Как утеплить трубы отопления
Паяльники для металлопластиковых труб и их примерная стоимость
1. Паяльник Контур PROFF-Z. Предназначен для сварки труб диаметром от 20 и до 63 миллиметров. Оснащен лампой индикации. Стоимость – 4400 рублей.
2. Сварочный аппарат ЭНКОР АСП-1500/20-63 56951. Есть возможность регулировать температуру. Стоимость – 1700 рублей.
3. Сварочный аппарат ЭНКОР АСП-800 56950. Помогает сваривать трубы диаметром 20-63 миллиметров. Стоимость – 1050 рублей.
Пайка металлопластиковых труб Все больше людей меняют старые водопроводные системы, сделанные из металлических труб, на новые, изготовленные из металлопластика. Металлопластиковые трубы не
Источник: truba-info.ru
[content-egg module=GdeSlon template=compare]
Как правильно и надежно паять пластиковые трубы?
Ассортимент строительных продуктов с каждым годом растет. На рынке появляются современные материалы, которые облегчают ступени строительства, и повышают производительность рабочих. Потребители стремятся использовать при планировке внутренних систем в домах трубопроводы с большим сроком эксплуатации. Подходящей альтернативой, отвечающим потребительским запросам, стали ветки внутренних коммуникаций из пластика. Как паять пластиковые трубы?
Ещё одним преимуществом таких технологий считается появление возможности самостоятельно провести ремонт или замену сетей водоснабжения и отопления. Как паять пластиковые трубы для водопровода?
Разберемся в видах


Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Ваш водопровод


Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.


Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность.
На что обратить внимание
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.
Читайте также: Герметизация трубы на крыше из профнастила
При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Продолжительность паяния зависит от окружного радиуса трубопровода, и может составлять от 5 до 40 сек. Не следует перегревать концы. Это может вызвать образование закупорки в месте спайки.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.
Думаете, как сделать отопление?
Монтаж теплоснабжения обладает рядом сложностей. Устройство отопительных моделей может проводиться в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоподачи разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления. Применение пластика в строительстве позволило увеличить производительность, и уменьшить затраты на необходимый материал.
Трубы для отопления армируются стекловолокном, что делает этот материал прочным и долговечным.
Охрана здоровья и условия труда
При производстве работ, связанных с нагревом стыков теплотрассы выполняем правила техники безопасности, чтобы исключить получение травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно повлияет на качество сварки и внешний вид всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного разогрева приспособления, после отключения индикатора готовности к работе.
- Пальник не выключаем из электрической сети на протяжении всего монтажа.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый. Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Как паять пластиковые трубы: способы, нюансы, секреты Подходящей альтернативой, отвечающим потребительским запросам, стали ветки внутренних коммуникаций из пластика. Как правильно паять пластиковые трубы?
Источник: vashplastik.ru
[content-egg module=GdeSlon template=compare]
| Теплоизоляция для труб энергофлекс |
| Как паять пвх трубы |
| На какую глубину закапывать канализационную трубу |
| Чем обмотать трубу дымохода металлическую |
Доброе время суток, дорогой читатель! Собрать систему отопления методом сварки можно за короткое время. При чём, если для сварки металлических труб требуется наличие профессиональной подготовки, то изделия из пластика сможет сварить своими руками даже неопытный в этой области человек. О том, как паять трубы отопления правильно, чтобы не допустить разгерметизации швов в процессе эксплуатации системы, и пойдёт речь в этой статье.
Виды труб соединяемых пайкой
Для сборки систем отопления и горячего водоснабжения с помощью пайки, в отличие от холодного водопровода, нужно использовать трубы только из термостойких видов материалов.
- пластиковые с армированием алюминиевой фольгой (PN 25) или стекловолокном (PP-RCT);
- полипропиленовые (PN 16, PN 20);
- полиэтиленовые повышенной термостойкости (PE-RT);
- полибутеновые (РВ);
- медные трубы.
Необходимые инструменты и материалы для пайки
Для пайки полимерных труб понадобятся следующие инструменты и материалы:
- сварочное устройство — паяльник с несколькими насадками;
- рулетка или линейка, маркер — измерительные инструменты для выполнения разметки;
- припой для пайки. Для пайки при низких температурах (до +450ºС) выпускается в бухтах из сплава серебра, олова, свинца и добавок. В виде стержня из сплава меди, серебра и других металлов — для высокотемпературной пайки;
- флюсы и фитинги. Флюсы применяются для очищения место пайки от окисления, а также для обеспечения лучшего схватывания присадочного материала и его равномерного растекания. Фитинги подбираются по размеру сечения трубы. В зависимости от конфигурации системы отопления могут использоваться тройники, повороты, угловые муфты, переходы на резьбу, крестовины и др.;
- ножницы для резки — режущий инструмент для пластиковых труб;
- шейвер — приспособление для удаления армирования на концах изделий.
Советы по выбору и эксплуатации трубного паяльника
При выборе паяльника следует руководствоваться следующими критериями:
- показатель мощности;
- количество посадочных мест под насадки;
- количество самих насадок и наличие на них тефлонового покрытие;
- наличие регулятора температуры;
- страна производитель.
Суть процесса и способы пайки
Процесс сварки пластиковых изделий заключается в создании неразьёмного соединения при нагреве свариваемых поверхностей до вязко-текучего состояния и прижатии их друг к другу под давлением.
Микрочастицы одного изделия проникают в структуру другого, образуя цельную конструкцию. Осуществляется этот процесс тремя способами:
- диффузионный способ. В зоне сварки происходит перемешивание вязко-текучего материала обеих деталей с одновременным вытеснением пузырьков воздуха. После остывания изделия образуют надёжное соединение, которое не теряет прочности с течением времени;
- пайка с помощью электрофитинга — способ стыковки труб с применением фитингов с закладными электрическими нагревателями, при этом сварка осуществляется в автоматическом режиме;
- холодным способом. Пайка осуществляется с использованием специальной сварочной массы (припоя), которая помещается в зазор между поверхностями свариваемых деталей. Припой имеет более низкую температуру плавления, чем основной материал, при расплавлении диффундирует в него, образуя прочное соединение.
Пошаговая инструкция по пайке труб отопления
Перед проведением монтажа системы отопления рекомендуется подготовить подробную схему на бумаге, с помощью которой можно подсчитать размеры трубных участков и количество фитингов. Это позволит выполнить максимально возможное количество стыковок элементов в удобном положении, на рабочем столе.
Меры безопасности
Выполняя пайку элементов системы отопления нужно учитывать, что в работе используется электрический прибор, поэтому должны строго соблюдаться правила защиты от поражения электрическим током. Помещение, где проводится пайка, необходимо постоянно проветривать, так как расплав припоя и флюса может выделять токсичные вещества.
Чтобы избежать ожогов следует использовать защитные перчатки и спецодежду.
Подготовка элементов и деталей
Подготовка элементов, участвующих в сварочном процессе, включает в себя:
- разметку нужной длины трубы;
- нарезку отмеренных отрезков;
- очистки края цельной пластиковой трубы пилкой для железа или острым ножом от заусениц. При соединении армированных изделий необходимо с помощью шейвера удалить верхний слой пластика и алюминиевую прослойку по длине входа в фитинг;
- далее рекомендуется снять фаску под углом 35-45º на наружном конце трубки, чтобы избежать задиров материала при введении трубки в раструб фитинга;
- разметить на изделие длину его вхождения в фитинг, исходя из глубины муфты плюс 1-2 мм. Этот зазор необходим для предотвращения сужения трубы в месте соединения наплывом сварного шва;
- после разметки поверхности деталей необходимо очистить от пыли, загрязнений и обезжирить спиртовым раствором.
Подготовка паяльника
Паяльник нужно установить на ровную поверхность, закрепить необходимые насадки на посадочные места, выставить терморегулятор на температуру сварки и подключить к электросети.
Насадки аппарата в зависимости от температуры окружающей среды греются в течение 10 — 15 мин. Первая сварка выполняется через 5 минут после нагрева паяльника.
Правила стыковки
Паяльник одновременно разогревает внешний и внутренний слой соединяемых деталей, на концах которых образуются отбортовки. Снятые с насадок нагретые детали необходимо немедленно состыковать между собой, прижимая друг к другу с двух сторон, контролируя усилие.
Соединив элементы, важно обеспечить их неподвижность в течение 20 — 30 секунд (зависит от размера диаметра), чтобы избежать смещения поверхностей, приводящего к нарушению соединения.
Зачистка и охлаждение соединений
При любой технологии сварки нельзя прибегать к ускорению охлаждения сварного шва холодным воздухом, водой и пр. При быстром охлаждении в зоне сварного шва возникают значительные перепады температур, которые способствуют к образованию больших напряжений в пластике.
Наличие высокого внутреннего напряжения негативно влияет на прочность шва и может привести к образованию раковин.
Поэтому, если сварка проводится при низкой температуре окружающей среды, горячий шов необходимо укутать теплоизоляционным материалом, который замедлит процесс охлаждения, и, соответственно, снизит внутреннее напряжение в зоне сварки.
Проверяем качество соединения
Для того, чтобы определить насколько качественно выполнен шов сварного соединения, нужно произвести его визуальный осмотр на наличие дефектов в виде трещин, раковин или складок, которые могут образоваться при перегреве изделий. Сам валик оплавленного материала должен быть равномерным и выступать за торцевую поверхность соединяемых элементов на 2-3 мм.
Кроме того, сварные соединения не должны иметь нарушений соосности труб более чем на толщину их стенки.
Видео по пайке
Как правильно спаять полимерные труб на стене можно посмотреть на видео:
Частые ошибки
Пластиковая сварка сопряжена с высокой вероятностью ошибки, которые могут привести к получению некачественного соединения. Среди наиболее часто встречающихся можно назвать следующие ошибки:
- некачественную подготовку;
- слишком большое или наоборот малое давление при стыковке изделий;
- зачистку наплывов на стадии остывания деталей;
- попытки сварить трубы разных диаметров;
- не достаточное углубление трубы в раструб изделия большего диаметра.
Советы специалистов
Для выполнения пайки труб из пластика требуется некоторая сноровка. Поэтому первый совет специалистов — потренироваться на пайке небольших ненужных отрезков труб. Кроме того рекомендуется:
- выбирать для работы паяльник мощностью не более 1,2 кВт;
- после спаивания каждой детали производить очистку насадки от приставшего пластика, иначе он деформирует шов последующих соединений;
- для очистки нагревательного элемента от расплавленного пластика выбирать только деревянный инструмент, так как металлический может поцарапать поверхность насадки;
- если какое-то соединение вызывает даже малейшее сомнение в качественном исполнении, его необходимо обязательно вырезать и сварить новый стык;
- состав материала трубной стенки в месте сварного шва должен быть максимально однородным, поэтому желательно использовать только трубы и фитинги одного производителя.
Пайка в труднодоступных местах и углах
Работа по сборке теплопровода в труднодоступных местах сложнее, чем в условиях достаточного пространства. К таким местам обычно относят зону потолка, углы комнат и стеснённые условия, когда нет возможности установить паяльник на подставку.
В таких ситуациях прибегают к секретным хитростям:
- паяльник подвешивают на крюк;
- в углах сваривают специальные угловые переходники;
- если спаиваемые отрезки труб слишком близко расположены на стене, то прямой и ответный участок стыка греют поочерёдно. При этом первую деталь прогревают немного дольше, чем положено, а затем греют ответную часть меньшее время, но при более высокой температуре на насадках (терморегулятор устанавливается на прогрев труб большего диаметра);
- чтобы не держать детали на весу при сварке на стенах, удобнее закрепить трубу клипсами и сдвигать их по мере необходимости.
Заключение
Сварка относится к наиболее популярным способам соединения отдельных элементов отопительной системы. Применение современных технологий позволяет самостоятельно выполнять швы, практически не уступающие по прочности цельным участкам трубопроводов. Этот момент очень важен, поскольку параметры рабочего давления и температуры в системах отопления могут быть достаточно высокими.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.
Рекомендуем ознакомиться: Трубы стальные бесшовные и технология изготовления холоднодеформированных изделий

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.

- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.



Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Рекомендуем ознакомиться: Как сделать котел для бани качественно своими руками?
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Рекомендуем ознакомиться: Фланцевый адаптер для соединения ПЭ труб
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Используемые источники:
- https://mr-build.ru/newsanteh/kak-paat-metalloplastikovye-truby.html
- https://trubyisantehnika.ru/kak-payat-metalloplastikovyie-trubyi.html
- https://vseotrube.ru/montazh-i-remont/kak-payat-sistemu-otopleniya
- https://infotruby.ru/soedinenie/pajka-trub-otopleniya





