
В последнее время для сооружения инженерных систем в доме широко используются армированные трубы. Особенность таких изделий заключается в наличии армированного слоя, который придает им прочность. Система из таких труб может прослужить несколько десятилетий.
Сегодня пластиковые изделия пользуются большой популярностью. В особенности стоит выделить армированные трубы из полипропилена, которые обладают многими достоинствами. Они очень удобны и просты в монтаже и обслуживании. Армированные трубы используются для решения различных задач. Так, это может быть горячее и холодное водоснабжение, отопление и другое. Полипропиленовые армированные трубы дают возможность соорудить прочную и долговечную систему, которая прослужит не одно десятилетие.
Для армирования пластиковых труб используют алюминиевый лист, который имеет определенную толщину. С его помощью можно повысить эксплуатационные свойства пластиковых изделий.
Содержание
Полипропиленовые трубы и их особенностиРазновидности полипропиленовых трубСпособы армированияОсобенности монтажа изделий
Полипропиленовые трубы и их особенности

Полипропиленовые трубы обладают многими достоинствами, среди которых можно выделить:
- Устойчивость к различным агрессивным веществам, что дает возможность использовать изделия из пропилена для сооружения разных инженерных коммуникаций.
- Долговечность. Пластиковый трубопровод способен прослужить на протяжении нескольких десятилетий. Это возможно при условии правильного монтажа труб. В особенности это касается армированных изделий, которые обладают высокой прочностью.
- Отсутствие коррозийных процессов. Пластик не подвергается коррозии, что исключает возможность образования рыжих пятен, которые снижают прочность материала. В результате окисления толщина стенок уменьшается, что может привести к их разрушению. Пластиковые трубы лишены этого недостатка.
- Внутренние стенки имеют гладкую поверхность, что исключает образования налета. В результате диаметр остается неизменным на протяжении всего срока эксплуатации. Образование засоров практически исключено.
В результате перепада температур пластиковый трубопровод может потерять свой эстетичный вид. Это связано с тем, что материал имеет довольно высокие коэффициент расширения. Что касается армированной полипропиленовой трубы, то она полностью лишена такого недостатка. Система из нее сохранит свою эстетичность на протяжении всего срока эксплуатации независимо от температурного режима.

Сегодня на рынке представлено 4 основных вида труб, изготовленных из полипропилена. В зависимости от своих эксплуатационных характеристик, они используются для сооружения той или иной системы. Итак, что же это за трубы:
- PN Изделия применяются для холодного водоснабжения. Для горячей воды они не подходят.
- PN Трубы используют для сооружения холодного и горячего водоснабжения.
- PN 20 армированные. Для армирования изделий используется стекловолокно. Благодаря этому трубы обладают высокими эксплуатационными характеристиками, которые позволяют использовать их для отопления и горячего трубопровода. Не исключением является и холодное водоснабжение.
- PN Полипропиленовые трубы армированы алюминием. Они подходят для сооружения любых систем. Конечно, для холодного водоснабжения лучше выбрать более доступные материалы.
Благодаря высоким эксплуатационным свойствам, армированные полипропиленовые трубы могут использоваться для сооружения различных инженерных коммуникаций. Армирование алюминием позволяет решить недостатки пластиковых изделий, таких как линейное расширение и кислородопроницаемость.
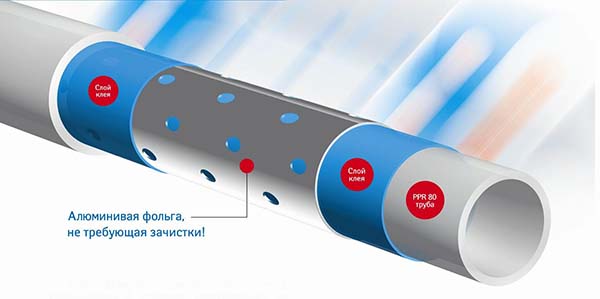
При армировании с помощью алюминия фольга чаще всего крепится внахлест. Такую технологию используют многие отечественные производители. Конечно, в последнее время популярности набирает соединение армированного слоя встык. Данный процесс выполняется с помощью специального лазера. При использовании первого метода необходимо провести зачистку фольги к дальнейшей спайке.
Вначале для армирования использовалась сплошная фольга. Это позволяло предотвратить попадание кислорода в теплоноситель, а также придать поверхности трубы гладкости. Недостаток заключался в плохом соединении армированного слоя с полипропиленом. Поэтому к материалам, а также соединительным веществам предъявляются высокие требования. В особенности это касается материалов, используемых для сооружения отопительной системы.
Если в процессе производства были допущены ошибки, то это приведет к снижению эксплуатационных характеристик трубы. Так, это может быть нарушение производственного процесса или использование некачественного сырья. Частой проблемой является проникание влаги через верхний слой полипропилена. В результате вода скапливается на армированном слое, что приводит к сдуванию материала. Это значительно снижает его прочность.
Чтобы избежать такого результата, полипропиленовые трубы армируются с помощью перфорированной алюминиевой фольги. Иными словами, фольга имеет круглые отверстия, что повышает качество соединения слоев по всей площади. В зависимости от сферы использования полипропиленовые трубы могут прослужить от 20 до 50 лет. В холодном водоснабжении такие материалы служат дольше, так как функционируют в щадящих условиях.
Центральное армирование
Полипропиленовые трубы, изготовленные методом внахлест, имеют некоторые недостатки. В первую очередь это касается проведения монтажа трубопровода. В процессе выполнения работ проводится зачистка армированных труб к сварке. Здесь подразумевается снятие алюминиевого и полипропиленового слоя. Чтобы несколько упростить соединение элементов трубопровода, производители стали использовать изделия центрального армирования.
Использование таких изделий позволяет сохранить их преимущества. Конечно, они имеют некоторые недостатки. Это касается зачистки труб перед сваркой, что позволит предотвратить контактирование армированного слоя с теплоносителем. Если этого не выполнить и использовать для соединения обычные насадки, то в результате вода просочиться между слоями. Как результат, вздутие материалов.
В процессе монтажа трубопровода необходимо выполнить качественное торцевание элементов. Это обеспечит надежное и прочное соединение. К сожалению, выполнить торцевание труб на существующем трубопроводе довольно сложно. Это значительно понижает качество соединений. Единственный вариант – использование специальных насадок, которые имеют конструктивные особенности.
С помощью насадки выполняется прогрев внешней и внутренней поверхности. Это возможно благодаря специальному отверстию в конструкции элемента. Через него выводится воздух, который попадает в пространство между насадкой и армированной трубы. Также это отверстие позволяет выполнять зрительный контроль над проведением нагрева элемента трубопровода.
Армирование стекловолокном
Альтернативой алюминия является стекловолокно. Армирование проводится по аналогичной технологии. Отличие заключается в том, что вместо алюминия используют стекловолокно. В результате этого армированная труба состоит из двух слоев полипропилена, между которых размещается стекловолокно. Здесь стоит отметить, что слои выполняются монолитными, что повышает прочность армированной полипропиленовой трубы.
В процессе производства внутренний слой сваривается с наружным и внутренним. Таким образом, полипропилен надежно скрепляется со стекловолокном, которое предотвращает его деформацию. Для соединения слоев трубы не используют клей, как это было в предыдущем случае.
К недостаткам армирования полипропиленовой трубы стекловолокном можно отнести увеличение веса изделия. Но, стоит отметить, что стоимость такого материала несколько ниже. Помимо этого, стекловолокно не препятствует попаданию кислорода в теплоноситель. В результате это повышает возникновения коррозийного процесса на металлических элементах системы.
Монтаж армированной трубы выполняется аналогично пайке обычных полипропиленовых аналогов:
- Нарезка труб на необходимые размеры. Для этого используется схема будущего трубопровода.
- На следующем этапе выполняется нагрев фитингов и труб с помощью специального паяльника.
- Размягченные элементы соединяются и удерживаются в нужном положении на протяжении установленного времени. В результате этого получается надежное соединение.
Но, есть одно отличие, которое заключается в наличие дополнительного процесса. Его суть заключается в проведении зачистки алюминиевого слоя. Это выполняется перед выполнением спайки армированных труб. При проведении очистки стоит учитывать месторасположение армированного слоя. Так, если он расположен снаружи, то работа проводится следующим образом:
- Армированную трубу вставить в муфту с ножами.
- Несколько раз вручную провернуть инструмент.
- Выполнить спайку труб.
Если армированный слой расположен внутри, то работа по зачистке будет проводиться несколько иначе. Прежде всего, стоит отметить, что для этого используется специальный инструмент – торцеватель. С его помощью выполняется устранение внутреннего слоя. Таким образом, обеспечивается нормальное стыкование армированных труб.
С помощью данного инструмента можно решить следующие проблемы:
- Расслаивание труб в системе.
- Разрушение армированного слоя, вызванного электрохимическими процессами.
Стоит отметить, что трубы со стекловолокнистым армированием спаиваются так же, как и обычные полипропиленовые изделия.
Армированные трубы пользуются особой популярностью у населения. Это связано с тем, что такие изделия обладают многими достоинствами. Среди них стоит выделить высокая прочность материала, а также простота монтажа. Выполнить сооружение новой инженерной коммуникацию можно легко своими руками. Для этого понадобится паяльник и инструмент, с помощью которого выполняется торцевание армированных изделий.
В настоящее время производители выпускают два типа армированных полипропиленовых труб, которые отличаются используемым материалом для создания армирующего слоя. Это может быть либо алюминиевая фольга, либо стеклопластик. Для систем отопления подходят и тот и другой тип труб.
Тем не менее, отметим, что трубы, армированные стекловолокном, обладают большим значением коэффициента расширения.
Преимущества армированных полипропиленовых труб
Среди преимуществ этого вида труб отметим следующие:
1. срок эксплуатации. Гарантийный срок производителей достигает 10-15 лет, а на практике армированные полипропиленовые трубы могут прослужить в два-три раза дольше;
2. устойчивость к воздействию коррозии. Независимо от того, какой тип теплоносителя используется в отопительных системах, трубы не подвергаются воздействию коррозии;
3. инертность к химическим реакциям, что позволяет сохранять целостность труб;
4. материал не пропускает газ и кислород. Это защищает элементы из металла от образования коррозии, ржавчины и окислительных процессов;
5. простой монтаж, требующий минимальный набор инструментов и оборудования, использование которого не требует наличия квалификации или особых навыков;
6. прочность соединений. Две армированные полипропиленовые трубы можно достаточно прочно соединить между собой. Это позволяет создавать монолитные соединения.
7. экономия. Армированные полипропиленовые трубы стоят дешевле металлопластиковых труб и медных аналогов.
8. высокие характеристики прочности. Полимеры наделяют трубы механической прочностью и твёрдостью.
Пайка армированных труб
Процесс пайки труб этого вида достаточно простой. Перед началом работ нужно приготовить набор стандартных инструментов для проведения паяльных работ, в который входят:
- аппарат для сварки или паяльник, предназначенный для пайки раструбов;
- разные насадки для труб;
- труборез или кусачки;
- шейвер для удаления фольги из алюминия;
- фаскосниматель.
Чтобы грамотно провести пайку армированных полипропиленовых труб, ни в коем случае нельзя использовать подручные инструменты.
В процессе паяльных работ нужно соединить патрубки следующим образом. Сначала нагреваются края деталей до тех пор, пока полимер не размягчится, затем трубы плотно прижимают друг к другу.
В месте соединения получается монолитный стык, так как молекулы полимера соединяемых деталей взаимопроникают. Процесс пайки состоит из нескольких этапов.
Первый этап. Подготовка труб
Сначала нужно отмерить трубы необходимой длины и разрезать их. После этого снимается фаска, а место соединения хорошо очищается и обезжиривается.
Второй этап. Подготовка сварочного аппарата
Паяльник нужно закрепить на подставке и включить нагреватель. Аппарат должен нагреться до 260 градусов. Затем одну подготовленную деталь нужно насадить на дорн, а другую вставить в гильзу.
Третий этап. Пайка
На этом этапе детали нагреваются. При этом заранее необходимо определить по специальным таблицам время нагрева, которое зависит от типа деталей и толщины их стенок.
После того, как детали нагрелись, их нужно одновременно снять с нагревательного элемента и быстро стыковать друг с другом. При этом ни в коем случае не прокручивайте их по продольной оси и не вкручивайте их одну в другую.
Что необходимо учитывать в процессе монтажа отопительных систем
В отличие от стальных труб, которые соединяются между собой резьбовыми соединениями, фитингами и запорной арматурой, армированные полипропиленовые трубы не потребуют периодического обслуживания. Это позволяет прокладывать их даже внутри стен, осуществляя закрытую прокладку.
Такая система монтируется на длительное время, поэтому перед началом монтажа нужно тщательно продумать план, составить схему трубопровода, который оптимальным образом подойдёт для конкретного помещения и будет соответствовать особенностям перекрытий здания.
Хорошо продуманный проект поможет исключить необходимость использования слишком частых соединений труб, что чаще всего приходится делать на весу. По возможности нужно добиться того, чтобы большая часть соединений была смонтирована на монтажном столе, а на месте соединялись лишь более крупные конструкции.
В том случае, если вы не планируете прокладывать трубы внутри стен, то их необходимо закрепить на стенах, используя хомуты. Для этого сначала к стене прикручивается с помощью шурупа хомут, а затем в него вставляется труба.
Кроме этого, очень важно помнить, что армированные полипропиленовые трубы нельзя закреплять на патрубках газовых котлов отопления. Для этого потребуется стальная труба, длина которой должна составлять полметра. К ней с одной стороны монтируются полипропиленовые трубы, а с другой — патрубки котла.
Решили сделать капитальный ремонт в квартире? Тогда стоит учесть, что без замены водопровода он будет неполноценным. Согласитесь, будет обидно, если сразу после ремонта одна из труб даст течь, и, чего доброго, затопите соседей. Отличной альтернативой устаревшим водопроводным коммуникациям являются пластиковые трубы.
Сделать пластиковую разводку отопительной системы или водопровода в квартире довольно просто. Чтобы провести монтаж полипропиленовых труб своими руками, требуется лишь набор специального оборудования и минимум технических навыков.
Далее мы расскажем, какие инструменты нужны для работы, и как их правильно использовать. Кроме того, в статье вы найдете информацию о том, как правильно составить схему разводки пластикового трубопровода, а также пошаговую инструкцию по сварке полипропиленовых труб. В помощь домашнему умельцу мы подобрали тематические видеоролики.
Анатомия полипропиленовых труб
Большинство полипропиленовых (ПП) труб одинаково только на первый взгляд. Более детальное их рассмотрение позволит заметить различия по плотности материала, внутренней структуре и толщине стенок. От этих факторов зависит сфера применения труб и особенности их монтажа.
Классификация ПП материала
Качество сварного полипропиленового шва и эксплуатационные характеристики труб во многом определяются технологией изготовления ПП.
Существуют такие разновидности деталей, исходя из материала их изготовления:
- PРН. Однослойные изделия, выполненные из гомополипропилена. Применяются в промышленных трубопроводах и системах холодного водоснабжения.
- РРВ. Однослойные изделия из блоксополимера ПП. Применяются при монтаже напольных отопительных сетей и холодных трубопроводов.
- PPR. Однослойные изделия, выполненные из рандомсополимера ПП. Применяются в системах водоснабжения и домашнего отопления с температурой воды до +70°С.
- PPS. Трудновоспламеняемый вид труб с рабочей температурой до +95 °С.
Существуют ещё многослойные армированные детали из ПП.
При нагревании на 80 градусов армированные ПП трубы удлиняются на 2-2,5 мм/м, а обычные однослойные – на 12 мм/м
Они имеют дополнительную внутреннюю алюминиевую оболочку, которая резко уменьшает температурные удлинения, облегчая монтаж разводки и безопасность эксплуатации.
Минусом этих изделий является необходимость перед пайкой снятия верхнего полимерного слоя и алюминия на глубину проникновения трубы в фитинг.
Детальнее виды ПП труб по материалу изготовления и фитинги мы рассмотрели в другой нашей статье.
Как выглядит маркировка?
Выбрать требуемые трубы и фитинги для пластиковой разводки в строймаркете можно и самостоятельно. Нужно только знать условные обозначения маркировки.
Показатели могут быть в другой последовательности и на иностранном языке, но любую расшифровку должны знать менеджеры магазина
Для определения сферы применения полипропиленовых изделий главным является показатель PN. Это показатель номинального давления в кгс/см2 (1 кгс/см2 = 0,967 атмосфер), при котором эксплуатационный ресурс не изменяется. Базовая температура теплоносителя при расчете принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа ПП труб с различными показателями PN:
- PN10 – для холодного водопровода;
- PN16 – для холодного и для теплого водопровода;
- PN20 – для горячей воды и систем отопления;
- PN25 – для систем отопления, особенно центрального типа.
Изделия с PN25 часто имеют большую линейную длину, поэтому практически всегда армированы алюминиевой фольгой или прочным стекловолокном для меньшего расширения при нагревании. Рекомендуем детальнее разобраться с маркировкой ПП труб для отопления.
Внешний вид и внутренняя структура
Качественные ПП трубы имеют на срезе идеально круглую форму. Толщина стенок и армирующего материала должна быть одинакова по всей окружности, не должно быть разрывов алюминия или стекловолокна.
Для обрезки верхнего слоя пластика и фольги на армированных трубах нужно приобрести специальный инструмент – шейвер. Он недорог и прост в эксплуатации
Армированная труба традиционно состоит из трёх слоев: внутреннего и наружного полипропиленового и среднего алюминиевого или стекловолоконного. Поверхности труб должны быть гладкими, без наплывов и углублений.
Цвет материала может быть зеленым, белым или серым, но от этого качество и характеристики труб совершенно не зависят.
Преимущества и недостатки ПП
Преимущества ПП труб при монтаже внутреннего отопления и водоснабжения очевидны и подтверждаются их безраздельным доминированием в этой сфере.
Свойствами, которые делают эту продукцию приоритетной для сборки внутридомовых коммуникаций, являются:
- бесшумность;
- прочность при ударах;
- легкость;
- устойчивость к коррозии;
- долговечность;
- герметичность соединений;
- дешевизна;
- невосприимчивость внутренних стенок к налетам.
Но полипропиленовые трубы обладают и негативными сторонами, которые доставляют неудобства при монтаже:
- отсутствие гибкости;
- сильное относительное удлинение при нагреве;
- необходимость наличия специнструмента при соединении отдельных изделий.
Специалисты, которые ежедневно проводят сборку ПП труб, давно выработали способы компенсации перечисленных недостатков, поэтому особых альтернатив полипропилену нет.
Подготовка к монтажу ПП труб
Водопроводную разводку с помощью одних рук и труб сделать невозможно, поэтому следует разобраться в схемах отопления и водоснабжения, необходимых инструментах, способах соединения и используемых материалах.
Сборка системы водоснабжения из ПП труб включает ряд традиционных этапов:
Галерея изображенийПроектирование водопроводной системы начинаем от удаленных потребителей, продвигаемся к счетчику или водогрейному котлу. Для удобства положение приборов и труб размечаем на стенкеСогласно сделанному проекту рассчитываем метраж трубопровода, не забывая прибавить 10 % на соединения, возможный брак, покупаем трубы и фитингиРаскраиваем полипропиленовые трубы для линий холодного и горячего водоснабжения с учетом 7 — 8 мм на каждое раструбное сварное соединениеСистему разбиваем на отдельные участки, которые удобнее будет сварить на столе. Разметку для раскроя и установки фитингов выполняем в соответствии с чертежами на стенеСтараемся минимизировать число швов, выполняемых «на весу». Для их осуществления приглашаем помощникаДля устройства отводных линий производим одновременный нагрев фитинга и трубы на паяльнике для ПП труб. После нагрева быстро соединяем детали, не проворачивая. Успеть соединить надо за 6-7 секундДля установки запорной арматуры и расходомеров в трубопровод включаем фитинги с металлической резьбой. Их пайка производится по принципу приваривания тройниковПосле сборки подключаем подачу воды в трубопровод и отслеживаем герметичность выполненных соединенийЭтап 1: Составление проекта и разметка водоснабженияЭтап 2: Закупка труб и фитингов для сборки системыЭтап 3: Раскрой труб для холодных и горячих ветокЭтап 4: Сваривание отдельных участков на столеЭтап 5: Сварка трубопровода по месту установкиЭтап 6: Установка отводных водопроводных линийЭтап 7: Установка фитинга для запорной арматурыЭтап 8: Проверка герметичности сборки системы
Этап #1. Составление проекта
Прежде чем закупать материал для монтажа отопления и водопровода, необходимо определиться с их схемой разводки.
Подсоединять батареи к отопительному контуру можно четырьмя основными способами:
- проточным;
- с нерегулируемым байпасом;
- с вентилями;
- с трехходовым клапаном.
Окончательный выбор варианта монтажа определяется обычно финансовыми возможностями хозяев квартиры, потому что запорная арматура стоит недешево.
Особенности монтажа отопления из полипропилена мы подробно рассмотрели в этой статье.
Схемы с регулируемыми вентилями позволяют без ущерба гидродинамике системы регулировать мощность радиаторов отдельно в каждой комнате дома
У водопровода также имеются основные принципиальные схемы проектирования разводки, но их всего две: коллекторная и тройниковая (традиционная в квартирах).
Тройниковая схема монтируется в квартирах, где небольшая длина труб и малое количество одновременно используемых сантехнических приборов не приводят к падению давления в общем контуре
Тройниковую схему называют ещё последовательной. Она подразумевает проведение вдоль всех сантехнических приборов одной трубы, от которой с помощью тройника последовательно делаются отводы.
Коллекторная схема подразумевает установку на входе воды в дом коллектора в виде флейты. Он позволяет компактно сделать несколько отводов в разных направлениях.
Коллекторная схема рекомендуется к установке в больших домах, где возможно падение магистрального давления при одновременном включении нескольких сантехнических приборов
Разводку можно делать внутри стен или в открытом виде. Первый вариант требует детальных расчетов, учитывающих удлинение труб при нагреве.
Советуем более подробно ознакомиться со схемами разводки водопровода из ПП труб.
Этап #2. Подготовка инструментов
Существенным минусом самостоятельной работы с полипропиленовыми трубами является необходимость использования специнструмента. Цена монтажного комплекта оборудования составляет от 100 до 200 долларов.
Комплектация готовых наборов может отличаться у различных производителей. Особенно на общую цену влияет мощность паяльника и его функциональность
В такой набор должны входить:
- электросварочный аппарат с подставкой или попросту паяльник для ПП труб;
- ножницы-труборезы;
- шейвер для снятия наружного слоя и алюминия с армированных труб;
- калибратор и фаскосниматель для контроля и регулирования диаметра деталей;
- насадки для разогрева спаиваемых элементов.
Помимо специального оборудования, для монтажа ПП труб понадобится разводной ключ, маркер, рулетка и другие общехозяйственные инструменты.
Если планируются разовые монтажные работы, то можно взять паяльный набор в аренду.
Этап #3. Выбор полипропиленовых фитингов
Для сварки ПП труб между собой в различных комбинациях, а также для подсоединения их к сантехническим приборам используются ПП фитинги.
К ним относят;
- переходники;
- ниппельные отводы;
- соединительные муфты;
- муфты с резьбой;
- тройники;
- заглушки;
- крестовины;
- разъемные соединители;
- шаровые краны;
- хомуты.
Несколько советов по выбору фитингов и монтажу труб:
Галерея изображенийСамый дешевый вид фитингов. Изделий можно купить на 1-2 штуки больше необходимого, потому что предусмотреть все будущие углы заранее бывает проблематичноДорогостоящие фитинги, паять которые нужно с особой осторожностью. Они соединяют трубы с сантехническими приборами и радиаторами отопленияНа шаровом кране лучше не экономить деньги, потому что в случае его поломки потребуется перепаивать участок трубыНе рекомендуется ставить жесткие хомуты на разводку отопления и горячего водоснабжения. В результате расширения трубы может погнутьПолипропиленовые переходники, уголки, тройникиПолипропиленовые фитинги с резьбойШаровый кран для ПП трубСвободный и жесткий хомут
Качество полипропилена и толщина стенок у фитингов тоже может отличаться, поэтому выбирать их нужно соответственно маркировке труб.
Этап #4. Выбор схемы соединения
Существует принципиальное отличие в пайке труб диаметром до 63 мм и от 63 мм. Трубы, которые равны или больше этого размера, спаиваются встык, а которые меньше – соединяются раструбным методом.
Последний предполагает формирование стыка за счет того, что расплавленный обрезанный конец трубы входит на несколько сантиметров в расширенный раструб фитинга.
Этим же способом выполняются и соединения двух труб между собой с помощью муфты.
При встречном соединении труб важно, чтобы на их стыке не сформировался выступающий внутрь наплыв: он будет препятствовать продвижению воды, понижая давление в системе
В зависимости от присутствия резьбовых деталей, соединения ПП изделий могут быть:
- разъёмные;
- неразъемные.
Разъемные соединения подразумевают припаивание к концам соединяющихся деталей двух резьбовых фитингов с наружной и внутренней резьбой.
К неразъёмному типу относится вышеописанный раструбный метод соединения путем спаивания двух полипропиленовых изделий.
Чтобы более подробно ознакомиться с технологией сварки труб из полипропилена, переходите по этой ссылке.
Пошаговая инструкция сварки ПП труб
После покупки всех необходимых труб и фитингов можно приступать к их сварке. Этот процесс будет рассмотрен пошагово, с иллюстрациями, чтобы не осталось никаких вопросов.
Шаг #1 – обрезка труб
Этот процесс производится с помощью трубореза. Если срез будет скошенный, то более длинная кромка может сформировать при пайке наплыв и сузить внутренний проход фитинга.
Труборез имеет широкое основание, которое помогает выдерживать прямой угол при резке, но это не означает, что контролировать перпендикулярность среза не нужно самостоятельно
Труборезы имеют максимальное ограничение по диаметру, поэтому выбирать нужно ту модель, которая подойдет под купленные трубы.
Шаг #2 – обработка трубы и формирование фаски
После обрезки необходимо сформировать небольшую фаску на детали, которая будет всовываться в раструб. Для этого применяются различного размера ручные калибраторы либо насадки для шуруповерта.
Оба инструмента имеют встроенные ножи, которые формируют фаску со стандартными параметрами.
Формировать фаску насадкой для шуруповерта можно прямо в руках, не прибегая к жесткой фиксации трубы в тисках
Для получения среза нужно насадить трубу на ручной калибратор и несколько раз с нажимом прокрутить вокруг оси.
На армированных трубах, помимо фаски, снимается верхний слой ПП и алюминиевой фольги с помощью шейвера. Он имеет вид цилиндра с ручками и подходит только под один конкретный размер.
Не рекомендуется производить снятие слоев армированных труб обычным ножом – это может повредить спаиваемую поверхность и уменьшить прочность соединения
После формирования фаски и снятия алюминиевой фольги требуется вытереть все детали начисто.
Шаг #3 – подготовка паяльника
Температура пайки полипропиленовых труб варьируется от 260 до 280 °C, но любителям лучше использовать безрегулировочные паяльники или нагрев до 260 °C. Рекомендуем подробнее рассмотреть значения температуры пайки полипропилена.
Перед включением необходимо надеть на утюг паяльника двусторонние насадки (дорн и гильзу) и поставить прибор на крестовидную подставку.
Чем мощнее паяльник, тем большее количество труб он может сварить в единицу времени, но для домашних работ достаточно 800-ваттного прибора
Затем следует включить паяльник. При достижении на нем температуры 260 °C загорится сигнальная зеленая лампочка.
Шаг #4 – нагрев и соединение деталей
Работать с трубами рекомендуется в перчатках. Для нагрева деталей необходимо одномоментно одну соединяемую деталь насадить на дорн, а вторую всунуть в гильзу.
Присоединять и разъединять полипропиленовые детали с паяльником необходимо прямо без крутящих движений. Аналогичное правило действует и при соединении разогретых изделий
Для соблюдения глубины соединения можно заранее маркером сделать соответствующую отметку на трубе и ориентироваться на неё при всовывании изделия в раструб.
В нижеприведенной таблице указано нормативное время нагрева, соединения и остывания труб, в зависимости от их диаметра, а также глубина всовывания в раструб. При работе в холодном помещении время нагрева может быть увеличено на 1-2 секунды.
Указанные в таблице временные параметры являются ориентировочными. Точные цифры нужно смотреть в инструкции к конкретной модели паяльника
После нагрева соединяемые детали с усилием прямым движением нужно состыковать до намеченной черты. Важно не допускать поворота деталей.
Сдвиги трубы и фитинга друг относительно друга допускаются только в течение 4-12 секунд. После этого любые подвижки будут очень негативно сказываться на качестве соединения.
При соединении деталей их оси должны быть расположены максимально параллельно, потому что через 20-30 секунд исправить кривизну будет невозможно
После соединения необходимо дать полипропилену остыть в течение указанного в таблице времени. Желательно посмотреть на получившийся внутренний шов, чтобы убедиться, что наплыв не перегораживает проход. В противном случае придется перепаивать детали. На этом процесс пайки заканчивается.
Чтобы в процессе сваривания пластика избежать популярных ошибок, рекомендуем ознакомиться с правилами и ошибками пайки.
Как правильно крепить трубопровод?
Хорошая разводка отопления или водопровода – это не только качество соединения, но и реализация знаний, как монтировать собранные полипропиленовые трубы.
Правильное крепление пластиковой разводки к стенам предотвратит её провисание и деформацию при нагреве горячей водой.
При ремонте иногда приходится с силой выдергивать трубу из клипс, поэтому дюбели должны прочно фиксировать этот небольшой элемент у стены
Для фиксации труб применяются: клипсы (одинарные, наборные, с зажимом) и хомуты (на шпильке, спаренные, пристенные).
На рынке постоянно появляются новые модели, поэтому выбор хомутов и клипс лучше производить непосредственно в магазине. Клипсы в основном обеспечивают свободное движение труб вдоль оси, а хомуты прочно фиксируют их в одном положении.
Особенно опасным последствием неправильного монтажа является пренебрежение термическим растяжением труб.
Длина простых ПП труб может изменяться при нагреве на 10-15мм/1м. При их жесткой фиксации происходит деформация в местах спаек, что может привести к разрыву соединения. Для снятия напряжения используются такие виды компенсаторов:
- Z-образные;
- П-образные;
- Г-образные
- кольцевые.
Правила работы с компенсатором:
Галерея изображенийНельзя монтировать полипропиленовые трубы прямо в углу. Необходимо делать отступ для возможности хода трубы в момент расширенияZ-образный компенсатор используется при отсутствии рядом расположенных других трубНаиболее простой и удобный в установке компенсатор, но требующий свободного места около трубыЕсли нет возможности купить кольцевой компенсатор, то можно соорудить самодельный в виде буквы П. Его эффективность будет не ниже кольцевогоГ-образный угловой компенсаторZ-образный трубный компенсаторКольцевой вид компенсатора для трубопроводаП-образный самодельный компенсатор
После пайки компенсаторов и крепления труб к хомутам и клипсам можно приступать к испытаниям собранной системы.
Выводы и полезное видео по теме
Алгоритм действий при спаивании полипропиленовых труб лучше всего запоминается после просмотра соответствующих видеороликов. Также будут показаны виды фитингов и особенности их сварки.
Виды паяльников и инструкция по пайке полипропиленовых труб:
Секреты монтажа ПП труб:
Виды фитингов и правила их пайки:
Вышеописанные технологии монтажа полипропиленовых труб и фитингов просты и не требуют профессиональных навыков. Видеоматериалы наглядно демонстрируют этапы процесса пайки, которые можно освоить самостоятельно за несколько минут.
Поэтому для сборки водопроводной разводки своими руками достаточно закупить необходимые материалы, найти оборудование и следовать описанным в статье алгоритмам действий.
Хотите собрать пластиковый трубопровод, но не до конца разобрались с нюансами? Спрашивайте совет – мы постараемся максимально развернуто вам ответить.
А может вы специалист по пайке ПП труб и хотите поделиться ценными советами с новичками? Пишите свои рекомендации в блоке комментариев – многие домашние мастера, впервые столкнувшиеся с пайкой полипропилена, будут вам благодарны.
<index>
Такой современный конструкционный материал, как полипропиленовые трубы, отличается сроком службы до 50 лет. Срок эксплуатации изготавливаемых с его применением систем и конструкций, кроме качества материала, во многом зависит от правильного выбора способа соединения деталей и грамотного монтажа.
Способы соединения полипропиленовых труб
Монтажные соединения полипропиленовых труб по конструктивному признаку подразделяются на разъемные и неразъемные. И те и другие в равной степени используются в трубопроводах различного назначения – для водопровода и газоснабжения, в технологических промышленных системах.
Разъемные или разборные типы соединения, позволяющие обойтись при монтаже без сварки, применяют при стыковке труб малых диаметров или изделий из разнородных материалов – полипропилена с полиэтиленом или с металлическими деталями трубопровода. Основным типом такого метода сборки является резьбовое с применением фитингов.
Преимущественно применяются неразъемные соединения, получаемые методом термической сварки или пайки. Такие стыки, называемые «горячими», отличаются прочностью и герметичностью, но для их выполнения требуются специальный инструмент и профессиональные навыки, а ремонт в случае необходимости является более трудоемким и дорогостоящим.
Отдельной категорией можно считать неразъемные соединения, получаемые методом «холодной» сварки с применением специальных клеев.
Соединение труб посредством фитингов.
Диффузионная сварка
Неразъемное соединение, обеспечивающее требуемые прочность и герметичность, осуществляется расплавлением кромок стыкуемых между собой элементов с помощью специального паяльника и сборкой их в единую конструкцию. При нагреве до температуры плавления происходит диффузионное соединение полипропилена на молекулярном уровне. По технологии выполнения различают сварку муфтовую и встык.
Для труб малых диаметров (16-40 мм) используют диффузионную муфтовую сварку, при которой переходным элементом для соединения служат полипропиленовые или комбинированные фитинги, обеспечивающие полное сплавление по сечению соединяемых деталей. Этим методом в трубопровод устанавливаются угольники, тройники, переходы между трубами различного диаметра. Производится установка в них металлических элементов.
При монтаже важно обеспечивать соосность элементов между собой или требуемый угол наклона осей, равномерность зазора между кромками, заданные технологией режимы нагрева и выдержки. В комплект для профессиональной сварки полипропилена, кроме паяльника или аппарата для сварки, входят труборез и фаскорез, специальные приспособления для подготовки к сварке армированных труб, набор мерительного инструмента.
Стыковое соединение
Сварку полипропиленовых труб методом «стык в стык» применяют при диаметре свыше 60 мм и толщине стенки от 4 мм. Диффузионное соединение происходит по всему сечению элементов, для чего необходимо обеспечить их равномерный нагрев. В этом случае применяют стационарные сварочные дисковые аппараты, в которых нагревательным элементом служат сменные насадки с тефлоновым покрытием для защиты от прилипания полипропилена.
Соединяемые детали закрепляют в центровочном устройстве, обеспечивающем их соосность, и подводят к дисковому паяльнику, который нагревается с обеих сторон и обеспечивает равномерное увеличение температуры обоих стыков. При достижении температуры расплавления нагреватель отводят от зоны сварки, а детали поджимают и удерживают до полного остывания.
Температура нагрева и усилие сжатия должны распределяться строго по оси трубопровода, поэтому при нагреве и стыковке детали нельзя проворачивать.
Сварка с помощью электрофитингов
Данный метод позволяет выполнять термическую сварку полипропилена без применения специального оборудования. Спиральный нагревательный элемент с выведенными наружу контактами встроен в тело полипропиленового электрофитинга. После установки на трубопровод контакты фитинга подключаются к источнику тока, нагрев спирали обеспечивают достаточную для расплавления в зоне стыка температуру.
В номенклатуру выпускаемых производителями электрофитингов входит полный набор элементов для монтажа полипропиленовых трубопроводов – прямые соединительные муфты, отводы с углом 45 и 90°, тройники, переходы и заглушки.
Холодная сварка
Термин «холодная сварка» не совсем соответствует используемому в этом методе механизму соединения деталей. Требуемые по условиям эксплуатации характеристики прочности и герметичности стыка обеспечиваются применением специальных полимерных клеев с высокой степенью адгезии к соединяемым материалам.
Получаемое в процессе полимеризации соединение по механическим свойствам и термостойкости уступает выполненным с помощью термической сварки, поэтому область его использования ограничена системами холодного водоснабжения. Преимуществом метода является простота монтажа и отсутствие специального оборудования.
Разъемные соединения
Разъемные соединения полипропиленовых трубопроводов выполняют в случае необходимости периодической разборки узлов для осмотра, обслуживания и ремонта либо при скреплении полимерных и металлических элементов. Для этого типа сборки характерна большая, чем для неразъемных элементов, вероятность нарушения герметичности при эксплуатации, поэтому для них ограничены рабочие давление и температура среды. На практике используются два типа разъемных соединений – обжимные и резьбовые.
Разъемное соединение трубопровода.
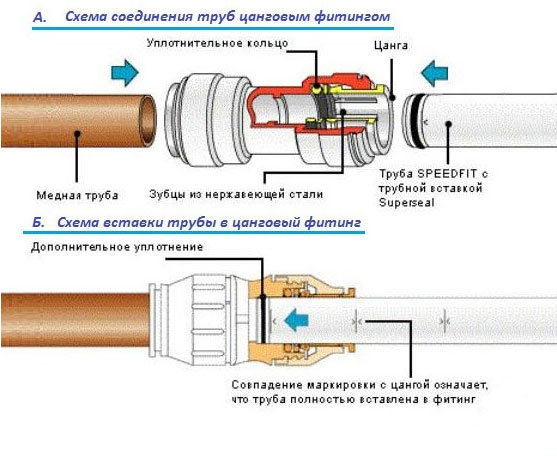
Обжимные
Обжимные, или цанговые, соединения выполняют при сборке полипропиленовых труб с металлическими элементами. Необходимое уплотнение достигается плотным прижатием к трубе обжимных колец при закручивании гайки. Дополнительную плотность обеспечивает силиконовый герметик.
Номенклатура обжимных фитингов включает весь стандартный набор этих элементов – муфты, отводы, тройники и переходы, а применяется метод при монтаже систем горячего водоснабжения и отопления.
Резьбовые
В резьбовых соединениях применяются различные конструкции и типоразмеры полипропиленовых, комбинированных или металлических фитингов. Герметичность при сборке обеспечивается уплотнительными прокладками, уплотнительной лентой или льняной паклей, а также контролем усилия затяжки накидных гаек.
Стыковка полипропилена и полиэтиленовых материалов
Необходимость такой стыковки возникает при подключении внутренних систем дома или здания из полипропиленовых труб к магистральным наружным сетям, выполненным из полиэтилена.
Соединение в раструб.
Метод термической сварки разнородных полимеров применяется редко, для таких узлов используют оба типа разъемных соединений – обжимные и резьбовые – или фланцевые для труб диаметром 50 мм и выше.
Соединение враструб
Для безнапорных трубопроводов в системе канализации или сбора сточных вод достаточным для обеспечения плотности является соединение полипропиленовых труб враструб. Такие трубы с одной стороны имеют расширение, в которое через уплотнительную резиновую манжету вставляется стыкуемая труба. Монтаж отличается простотой, но при сборке следует избегать переломов и несоосности труб.
Способ без пайки
</index>
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.
Рекомендуем ознакомиться: Где используется ППР (полипропиленовая) труба?

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
Технология следующая:
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.
Рекомендуем ознакомиться: Как соединить самому металлопластиковые трубы с полипропиленовыми?

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Рекомендуем ознакомиться: Как сделать сарай из профиля своими руками
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Используемые источники:
- https://trubadelo.ru/truby/armirovannye-trubi
- https://mnogo-trub.ru/sam/montazh-armirovannykh-polipropilenovykh-trub-svoimi-rukami.html
- https://sovet-ingenera.com/santeh/trubodel/montazh-polipropilenovyx-trub-svoimi-rukami.html
- https://vodasovet.ru/vodoprovod/soedinenie-polipropilenovyh-trub
- https://infotruby.ru/polipropilenovye/soedinenie-trub

-110x80.jpg)


